
今回は「ステンレスのバリ取りは電動リューターが最強」についての記事です。
ステンレス材を加工すると、決まって問題になる「バリが取りにくい」「2次バリが発生する」ってこと、みなさんは経験ありませんか?
私も長らくこの悩みを抱えていて、これは仕方がない問題だから、時間をかけてバリ取りするしかない、、、って思っていました。ところが、最近「いい加減、このバリ問題は何とかならんのかな?」と思い、いろいろな方法を試したのですが、その中で電動リューターと超硬のマイクロカットの刃を使用するとバリ取りが簡単に除去できることが分かりました。
そこで今回の記事では、ステンレスのバリ取りの方法について、私が行っている方法をまとめておこうと思います。
記事の目次
ステンレスのバリ取りは電動リューターが最強
バリを除去しにくいステンレス
材料に加工をすることで生じるのが「バリ」です。バリは加工したときに生じる残留物のことですが、そのまま放置すると「手を切る」「精度が悪くなる」と言った弊害が発生してしまいます。
私の場合は、「除去加工」に分類される「切削加工」と「レーザー加工」については特に気を付けています。穴あけ、フライス加工、旋盤加工などの「切削加工」は大きくバリが出やすい加工なのでバリ取りが不十分になりやすく、「レーザー加工」は面取りせずに完成品として仕上がってくることがあるので部品の角が立った状態であったり溶解した金属が付着していることがあります。なので、どちらもバリが残ってしまう可能性が高いわけです。
別の視点で考えると、「部品製作する人」と「実際に使用する人」との感覚差があるのも結果的にバリ取りが不十分になってしまう原因かもしれません。
*昔に比べればレーザー加工機の性能が向上しているのでバリは少なくなってきている印象です。
折角、加工して新しい価値を見出そうとしているのにバリが残っていては、価値は低くなります。それでは本末転倒ですよね。
解決方法は「面取りしてバリを除去する」ことになりますが、実際にやってみると金属の種類によってバリが取りにくい金属があることに気が付きます。
バリを除去しにくい代表的な材料はコレです
-
ステンレス
ステンレスは粘りが強いので、千切れにくい性質があります。そのため、加工によるバリが出やすく、そしてバリ取りをしてもさらなるバリが発生しやすい特徴があります。
参考
* ステンレスの特性についてはこちらの記事でも紹介しています
-

-
ドリルでステンレスに穴をあける【SUSの特徴と切削油が不要な理由】
今回は「ドリルでステンレスに穴をあける【SUSの特徴と切削油が不要な理由】」についての記事です。 現場作業 ...
続きを見る

しかも厄介なことに、ステンレスは耐食性が高い特徴があるため、バリが助長されてしまいます。
バリが助長される原因はコレです
-
耐食性が高いので、塗装やめっきなどの表面処理を施すことがない
ステンレスは表面処理を施すことが少ない材料なので、バリが表面処理によって「緩和」されることがありません。表面処理すれば、バリによる悪精度はそのままですが、手で触れた時の感触は「ツルっと」した感触になります。
ステンレスに施すことが多い「バフ研磨」や「電解研磨」などの研磨も、バリを除去することはできませんが、バリを「ツルっと」した感触にすることはできます。
参考
* バフ研磨や電解研磨についてはこちらの記事で紹介しています
-
-
部品を平滑にする方法はバフ研磨と電解研磨【凹凸やバリや傷】
今回は「部品を平滑に方法はバフ研磨と電解研磨」についての記事です。 機械装置を組立てていると、部品の表面が ...
続きを見る

マイクロリューターと超硬カッター
単刀直入に言いますと、私がおすすめするステンレスのバリ取り工具はコレです。
-
電動のマイクロリューター
-
ミニター株式会社の「マイクロカットの超硬カッター」
詳しくは、記事後半で解説しますが、私はこの工具を使用することで長年の悩みだったステンレスのバリ取りを解消することができました。
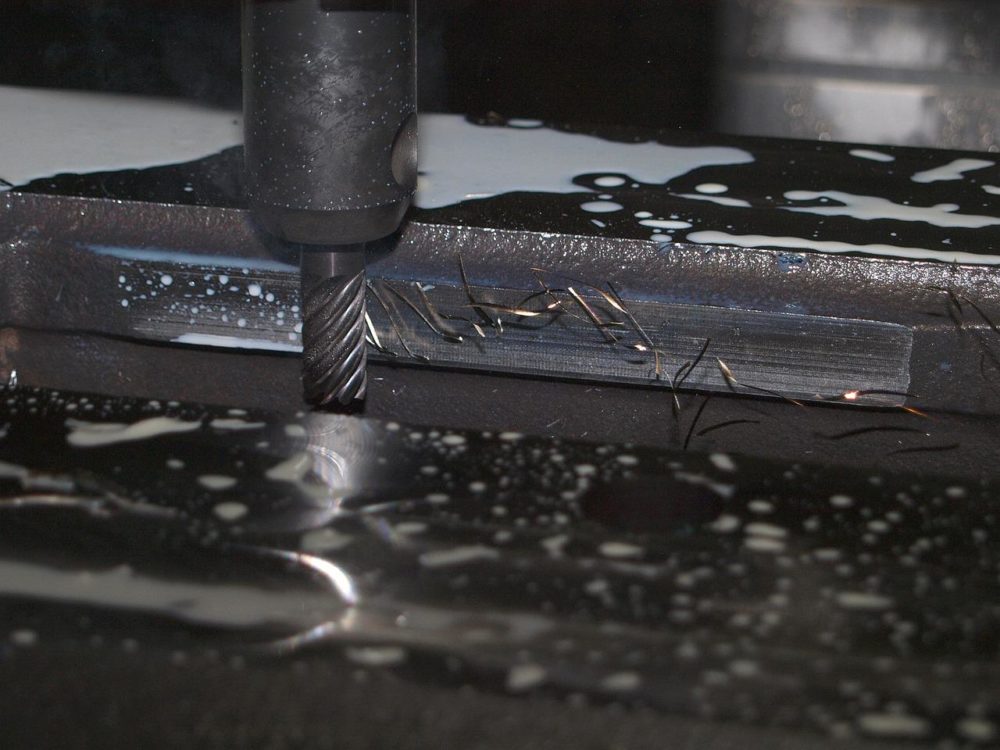
ステンレスのバリ
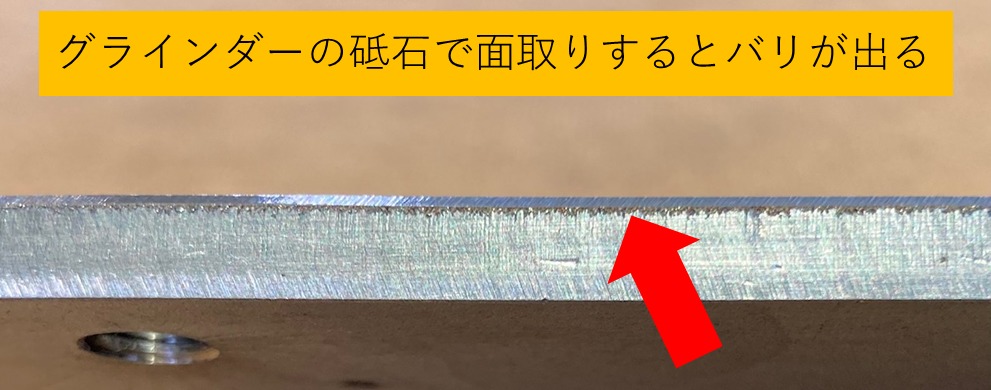
ステンレスをグラインダーの砥石で面取りすると、きまってバリがでます
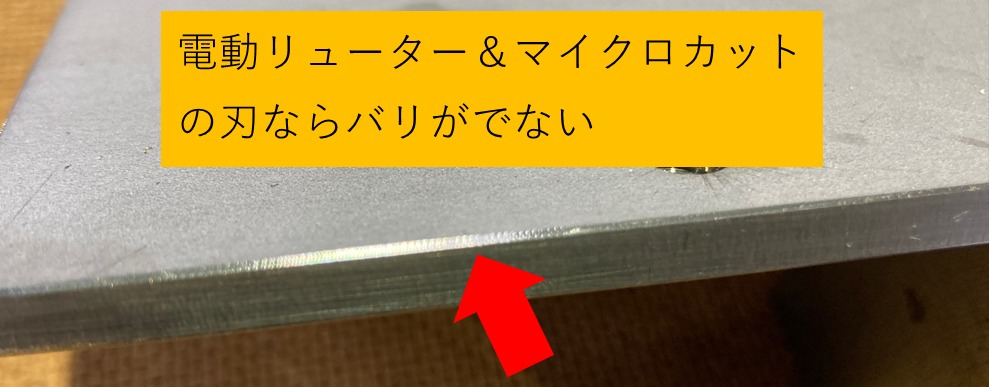
電動リューター&マイクロカットの刃で面取りすると、バリはほぼ出ない
今までは「やすり」「グラインダー」でバリ取りしていました。ですが、やすりは疲れるし時間がかかりますし、グラインダーはバリ取りの返りバリ(2次バリ)が出てしまうので、角度を変えて何度もグラインダーで削る必要がありました。
このような問題を解決したのが、電動のマイクロリューターとミニター株式会社の「マイクロカットの超硬カッター」なのです。
電動リューターと超硬カッターを使う理由
バリ取りには電動リューターが欠かせない
リューターにはエアー式と電動式がありますが、バリ取りに使用するマイクロリューターに限って言えば、電動式の方が圧倒的にメリットがあります。
電動リューターのメリット
- 回転軸に振動や振れがなく、回転がスムーズ
-
回転数が安定していて、任意の回転数に設定できる
この2つのメリットはエアーリューターよりも優れているので、バリを正確に、安定して除去することができます。
とは言え、電動リューターはメーカーがいろいろあって種類も多いので何を使用すればよいか迷ってしまいますよね。私が展示会で使ってみたり、メーカーの営業の方に試供させてもらった結果でいいますと、「ミニター株式会社のプレモ-V35」と「日本精密機械工作株式会社のリューターゴールドⅡ LGⅡ-22」がバリ取りに向いていると分かりました。
こちらの2つの商品は、同ランクに該当するリューターで、プレモ-V35の方が若干安く、リューターゴールドⅡの方が軽量、と言った違いがありますが、バリ取りの能力としてはどちらも申し分ないです。
ということで、私の場合は軽量な「リューターゴールドⅡ LGⅡ-22」を使用しています。
おすすめする電動リューターを紹介しておきます。

出典:日本精密機械工作株式会社 リューターゴールドⅡ LGⅡ-22

ちょっとここで、電動リューターの注意点をお伝えします。
-
回転数の調整ダイヤルや回転設定を最弱にしても回転は停止しない
電動リューターは回転数の調整があるのにも関わらず、回転数を最弱にしてもリューターは停止せずに、最低回転数で回転し続ける機種があります。私が使用している、「日本精密機械工作株式会社のリューターゴールドⅡ LGⅡ-22」は最低回転数が4000rpmなので、電源ONにするとダイヤルが最弱であっても4000rpmで回転します。
この現象、当たり前と思われる人もいるかもしれませんが、私は違和感がありました。普通、回転数の調整が効くもの(調整ダイヤルが付いている電子機器)は、最弱なら動かないの製品が多数だからです。
メーカーさんにこの点を聞いてみたところ、「実用可能の回転数以下の回転は機能として必要ないので調整機能を持たせていない」との見解でした。
なので、電動リューターのコントローラーの電源ONすると、いきなり回転するので巻き込まれがないように注意してください。
砥石ではなく「超硬カッター」を使用する
バリ取りをするときに、「どのような材質の工具」で削るのか?が非常に重要になります。
普通は砥石系のような柔らかい素材で削るほうがバリが取れると思いがちですが、ステンレスのバリ取りに限って言いますと、砥石系やサンドペーパー系は不向きです。
砥石系やサンドペーパー系は不向きな理由
-
バリの除去に時間がかかる
- バリの剥離性が悪く、2次バリが出る
-
砥石の目にステンレスが詰まりやすい
- 部分的に早期摩耗して安定した除去ができず、コスパも悪い
これは、今まで自分で作業していて感じていたことで、展示会で砥石メーカーさんと話をしたときにも同じようなことを言っていました。
これら以外にも、砥石系やサンドペーパー系でステンレスのバリ取りしたときに、手で触ってみるとツルっとした感触になって「バリが取れてる」と感じることがありますが、実際にはバリの表面がなだらかになっただけで、バリ自体は取り切れていなかったりするのも不向きな理由です。
出典:ミニター株式会社 超硬カッター マイクロカット
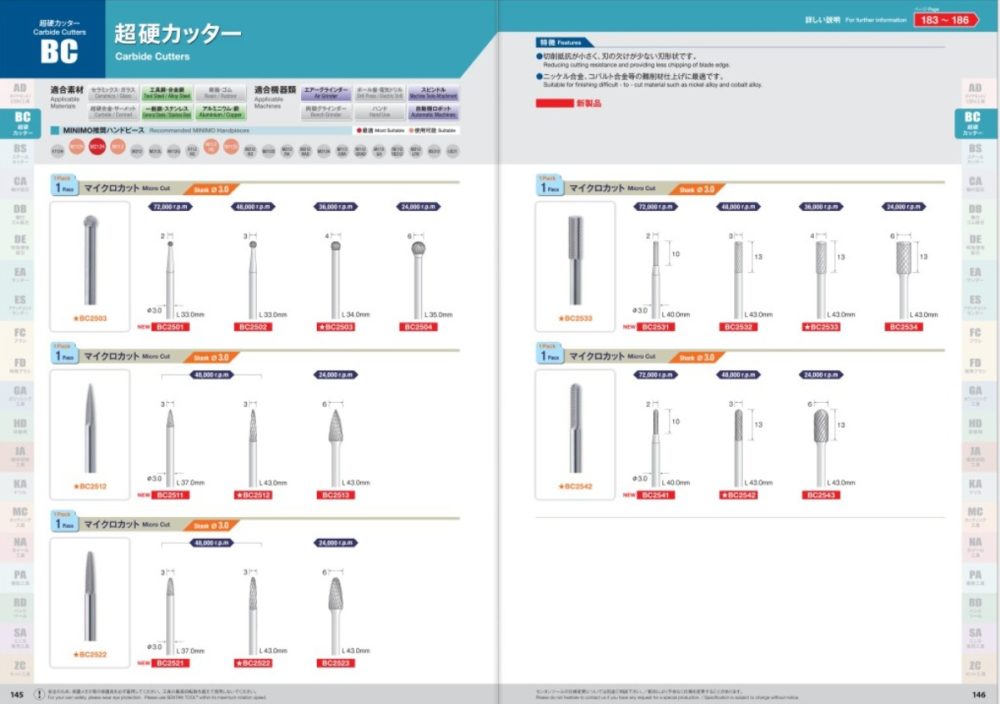
と言うことで、私はステンレスのバリ取りにはミニター株式会社の「マイクロカットの超硬カッター」を使用しています。
ミニター株式会社の「マイクロカットの超硬カッター」のメリット
-
切れ刃のカットが圧倒的に多い
- 細かく削り取るのでバリの剥離性が良い
-
切削抵抗が少なく低振動なので、均一に削ることができる
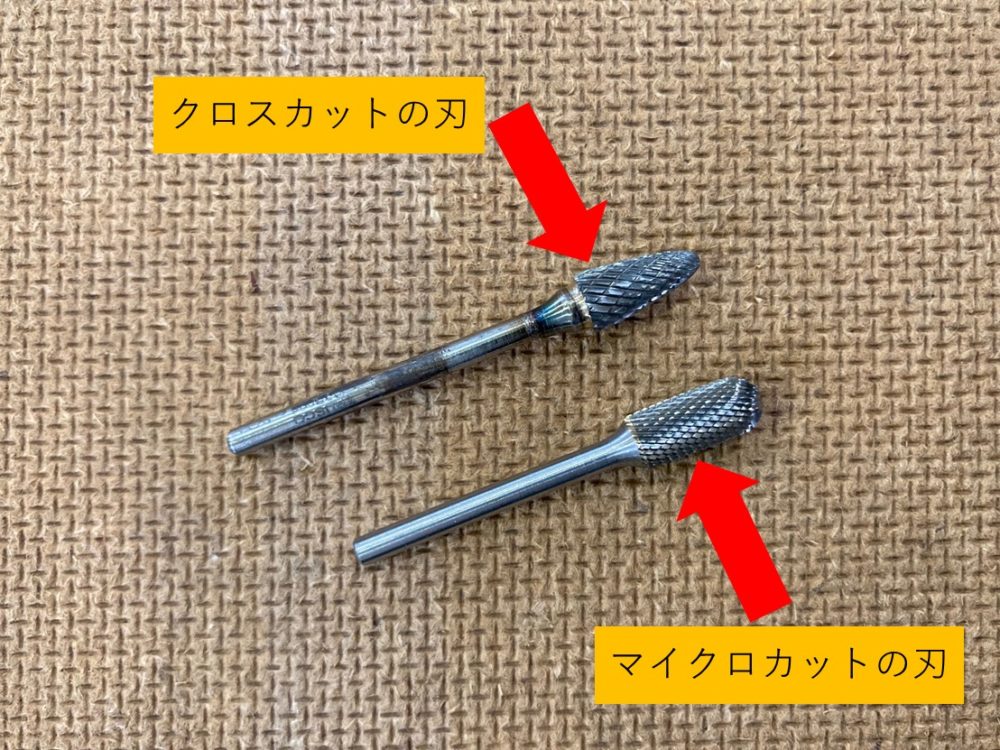
超硬カッターの刃は、一番刃数が少ない「スパイラルカット」と次に刃数が多い「クロスカット」がありますが、「マイクロカット」はさらに刃数が多いリューター刃です。
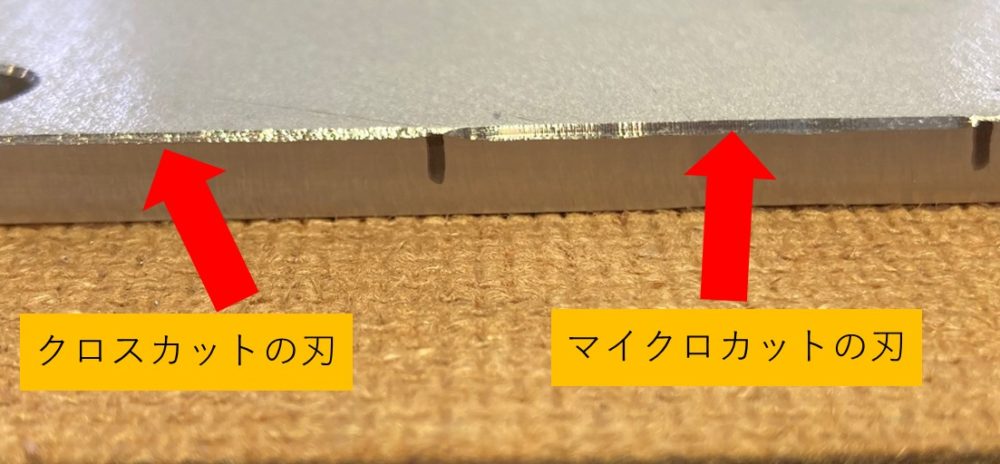
一般的によく使用されているクロスカットの刃は、切削抵抗がマイクロカットに比べて大きいので、振動が大きめでなめらかではないですし、バリ取りの表面の凹凸が大きめになってしまうので2次バリが出てしまう欠点があります。ところがマイクロカットの刃は、滑らかに振動がなく削ることができるので、表面が綺麗で2次バリがでないのです。
クロスカットとマイクロカットの見た目の違い
クロスカットとマイクロカットの見た目の違い
削った時の違い
補足として、超硬カッターの回転数をお伝えします
-
超硬カッターは高回転で使用する
-
刃の直径が2mmは70000rpm前後、直径が6mmは30000rpm前後が目安です
超硬カッターの回転数は、ペーパー系、研磨系、と比べてかなり高回転です。回転数が低いと滑らかに削れず凹凸ができ易くなり綺麗に仕上がりません。なので、高回転で削るようにしてください。
超硬カッターメーカーによっても推奨回転数に違いがあるので、カタログで確認したり、実際にいろいろな回転数を試して、一番最適な回転数を探るのも良いと思います。
ポイントまとめ
それでは、ステンレスのバリ取りについて重要なポイントをまとめておきます。
ポイント
- ステンレスのバリ取りには、電動リューターと超硬カッターを使う
- バリ取りにはエアーリューターよりも、電動のマイクロリューターが圧倒的におすすめ
- 超硬カッターは「マイクロカット」の刃が絶対的におすすめ。高価ですが後悔しないです。
以上3つのポイントです。
*ミニター株式会社のプレモ-V35の購入はこちらか
*日本精密機械工作株式会社のリューターゴールドⅡの購入はこちらか
*ミニターの超硬マイクロカットの購入はこちらから
関連記事:【材料/溶接/加工/表面処理】
以上です。