
今回は「みがき平鋼(FB)の精度と加工方法の注意」についての記事です。
みがき材の種類には「丸棒」「平鋼(FB)」「角」「六角」などがあり、機械装置のコストダウンのためによく使用される材料ですが、安易に加工すると精度が悪くなるので注意が必要です。
そこで今回は、みがき材の中でも「みがき平鋼」について私の経験を踏まえて解説しようと思います。
*みがき丸棒の解説は下記の記事をご覧ください。
-

-
みがき丸棒の表記と認識間違い【磨き棒のなぞ】
今回は「みがき丸棒の表記と認識間違い」についての記事です。 みがき丸棒と言っても、実は種類があり精度にも違 ...
続きを見る
-
-
みがき丸棒の精度【冷間引抜と研磨(センタレス)の反り精度】
今回は「冷間引抜と研磨(センタレス)の丸棒反り精度」についての記事です。 みがき丸棒を回転軸として使用する ...
続きを見る
みがき平鋼(FB)の精度と特徴
みがき材についての解説が必要な方はこちらの記事をご覧ください。「機械設計メモ2 みがき棒鋼とは何か。みがき棒鋼のサイズや公差についてのまとめ」
私が感じているみがき材の特徴は、「みがき材は黒皮材よりも高価だが、厚さ/幅の寸法と面粗度に優れており、使い方によっては大きなコストダウンになる」があります。
つまり、加工なしのそのままの状態で、わりと精度が良い材料と言う認識です。
みがき材は精度の良い材料なので、、、、
-
加工費の削減
-
組付費の削減
このような効果が見込めます。
コストダウンが見込めると言うことは、言い換えれば加工時間、納期の短縮にも通じることになるので、みがき材をうまく使うことが必要だと思うのです。
冷間引抜の欠点(みがき平鋼)
みがき材は厚さ/幅寸法/面精度が優れていると説明しましたが、みがき材の中でも、実はみがき平鋼には欠点があります。
みがき平鋼の欠点
-
反りがある
つまり、厚さ/幅の寸法と面粗度が優れていますが、みがき平鋼には反りがあるのです。
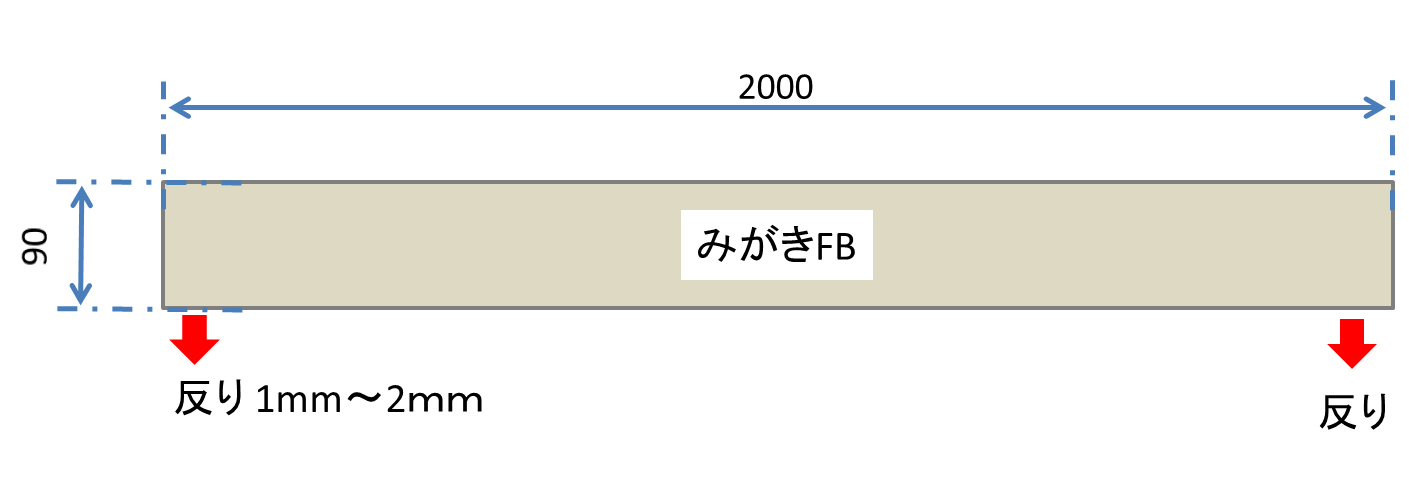
例えば下記のような実例があります。
-
板厚9mm/幅90mm/長さ2000mmの平鋼・・・幅方向の反りが1~2mmある
この反りは、使い方によっては大きな問題となる場合があります。
反りのイメージ
反りを考慮して加工
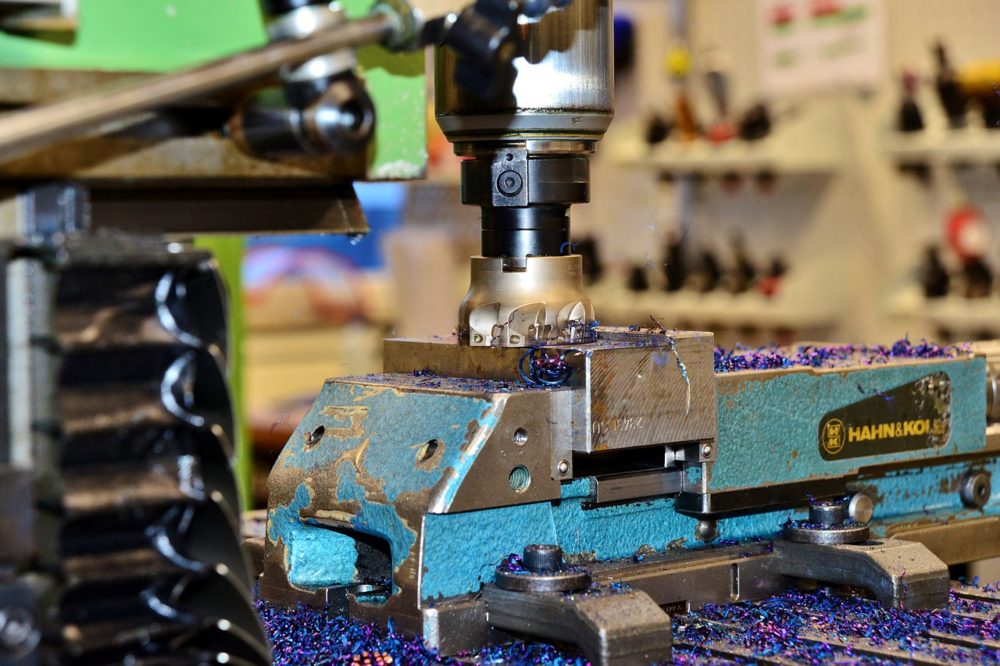
みがき平鋼を加工する場合には、反りに注意する必要があります。
それは「材料を反り方向にバイスなどで固定してはいけない」と言う事です。
仮に幅方向をバイスで固定し加工したとすると、加工中は反りが矯正された状態で穴やタップの精度や位置関係は出ていますが、バイスの固定を開放したら元の状態(反り)に戻ってしまいます。
もともと反っていた材料ですから、穴やタップの精度や位置関係は加工した状態から変化してしまうのです。
そうなると、このみがき平鋼は加工できないのか?と思いがちですがそうではありません。
加工精度を維持したままみがき平鋼を加工するためには、材料の反りを矯正せずに自然な状態で固定して加工すれば加工精度は維持されます。
例えば、幅方向をバイスで固定するのではなく厚さ方向を押さえて固定する方法です。
ただし、注意として加工したことによる「反り」は別途考慮しなければいけません。素材そのモノの反りと加工による反りは意味合いが違います。
みがき材を面削することの危険性 ≪残留応力≫
一般的に使用されるみがき材は冷間引抜で加工された材料ですが、冷間引抜はダイスと呼ばれる型に材料を通して無理やり成型された材料です。
つまり、冷間引抜の材料は、、、
-
残留応力が黒皮材よりも多い
と言うことになります。
残留応力が多いと言うことは、冷間引抜の材料に面削(削りの加工)を加えると、削られた部分の残留応力が解放されて「反り」「ネジレ」が発生しまうのです。
こうなるとみがき材の良さは失われみがき材を使う意味が無くってしまいます。
みがき材をうまく使う
それではみがき平鋼(みがき材)をうまく使う為にはどうすれば良いでしょうか?
上手く使う方法
-
面削しない
-
穴あけ加工のみで使用する
基本このイメージです。素性の良い材料をそのまま使うと言う事です。
もし、みがき材より精度が必要ならばF材の選択が良いでしょう。
まとめ
私は今までに、みがき材に関する多くの事例を経験してきました。ここで述べていることは実体験に基づく事例です。
黒皮材に比べれば精度が良いみがき材ですが、当然価格は何倍にもなります。折角の良い材料を台無しにしないように部品を製作する必要があります。
*材料の加工についてはこちらの本が参考になります。
関連記事:【材料/溶接/加工/表面処理】
以上です。