
今回は「みがき丸棒の表記と認識間違い」についての記事です。
みがき丸棒と言っても、実は種類があり精度にも違いがあります。
しかし、みがき丸棒を種類別で認識している人が少なく、間違った認識でトラブルが起きることもあります。
そこで今回は、みがき丸棒の種類の違いについてまとめておこうと思います。
記事の目次
みがき丸棒の表記と認識間違い
みがき丸棒とは
みがき丸棒については下記をご覧ください。
引用抜粋:日本磨棒工業組合 みがき棒鋼とは
磨棒鋼とは
磨棒鋼は、棒鋼又はコイルを素材とし、ダイスを通じて引抜加工した寸法精度の高い高級精密な棒鋼二次製品である。製品の断面形状は、丸・角・平・異形で寸法は 3~120 mm (最大 180mm)、素材は炭素鋼、合金鋼、ステンレス鋼等です
みがき丸棒の疑問
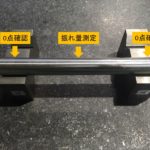
先日、シャフトの精度測定をしている時に、こんなことがありました。
-
シャフトの精度に矛盾があった
シャフトの図面指示はこうでした
-
材料表記・・・SUS304-D
-
製作図面の指示・・・h7
ところが、実際にマイクロメーターで測定したところ、こんな事になりました。
-
h7公差以上にマイナスしている
これは矛盾していますよね。
そこで、部品の調達側に問い合わせをしたのですが、こんな回答だったのです。
-
調達側回答・・・h7で間違いないですよ
これでは、話になりません。h7のシャフトじゃないのに、h7のシャフトで間違いない、、、
そこで、シャフトの材料であるみがき丸棒を納入した鋼材屋さんに直接聞いてみたのです。
-
鋼材屋回答・・・h9公差のみがき丸棒を納入しました
やっぱりそうだったか。私としては、原因が判明したので寸法違いのつじつまが合い納得しました。
しかし、冷静に考えてみると手配した側はh7だと思っているのに、鋼材屋はh9を納入する、、、おかしいですよね。
そこで、何故このようなことが起きたのか詳しく調べてみたのです。
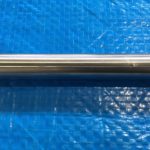
みがき丸棒

h7とh9の認識間違いがなぜ起きたのか?
例えば、ステンレスみがき丸棒をSUS304-Dと表記して、鋼材屋さんに発注するとh9の丸棒が入荷します。
でも、実際に必要なものはh7の丸棒です。この点について鋼材屋さんに聞いてみました。
h7の丸棒が必要でしたら、「センタレスの丸棒」か「h7の丸棒」と指定してください。
これは驚きました。どうやらお互いに物凄い勘違いをしているようです。
間違いは2点です
-
みがき丸棒の種類の間違い
-
みがき丸棒の表記の間違い
1.みがき丸棒の種類の間違い
下記をご覧いただくと分かりますが、3つの種類があると記述があります。私もその認識でした。
引用抜粋:日本磨棒工業組合 みがき棒鋼とは
中略
みがき棒鋼を作る方法は3通りあり、
●ダイス(金型)を通し冷間で引き抜き加工する。
引抜きは ダイスを通して作る方法でみがき品の90%以上がこれです
コスト的にも引抜法が最も安価です。
●バイトで切削(旋削)加工する。
切削または旋削はピーリングまたは英語でTurned and polished barとも言い、工具で削る方法です。
●センターレスグラインダーでBar材表面を研削加工する。
研削(研磨)は砥石を使い、表面を削りますが、引抜きに比べ、浅くしか削れません。引抜き研削(研磨)と切削、 英語でGround barと呼んでいます。
つまり、こう言うことです。
-
「みがき丸棒=引抜加工」と言う認識間違い
上記の記述にあるように、みがき材の90%が引抜加工なのですが、その他に「切削」と「研削(研磨)」のみがき材もあるので、「みがき丸棒=引抜加工」ではないのです。
とは言え、一般的に「みがき丸棒=引抜加工」と言うのが常識になってしまっているのが実情なのかもしれませんね、そのあたりの認識が非常に曖昧なのかもしれません。
2.みがき丸棒の表記の間違い
今回、材料の表記がSUS304-Dとなっていました。この「D」の意味の認識に間違いがありました。
みがき材の記号一覧
| 形状 | みがき材の記号 | 加工方法 | 公差 |
| 丸棒 | T | 切削(ピーリング) | h11 h12 h13 |
| 丸棒 | D | 冷間引抜 | h8 h9 h10 |
| 丸棒 | G | 研削(センタレス) | h6 h7 h8 h9 |
| 平板(FB) | D | 冷間引抜 | h12 h13 |
| 角 | D | 冷間引抜 | h10 h11 |
| 六角 | D | 冷間引抜 | h11 h12 |
材料表記を確認するとこんなことが分かりました。
-
設計側や調達側は「D=h7のみがき材」と認識間違いしていた
上記の一覧にあるように、丸棒に限っては「切削のT」と「冷間引抜のD」と「研削のG」の3種類あるので、「D」表記の材料は「冷間引抜」で公差は「h6~h9」となります。
つまり、SUS304-Dと指定すればh9の丸棒が納入されるのは当たり前なんです。
間違いのまとめ
今回の件は、「みがき丸棒=冷間引抜」「D表記=h7みがき丸棒」との思い込みと認識間違いが原因でした。
鋼材屋さんも設計/調達側も認識が曖昧で、理解と指示が明確でありませんでした。
では、今後どうすれば良いのか?考えると、下記の3つが思いつきました。
-
材料の表記を公差に合った記号に是正する
-
材料の注文は「公差の指定」か「加工方法の指定」を明確にする
-
「みがき材=冷間引抜」と言うのが一般常識となっているのならば、それに従った材料の手配をする
このような方法で対策してみたいと思います。
まとめ
今回は、みがき丸棒の種類と認識の違いについてまとめてみました。みがき丸棒と言っても、種類と精度に違いがあります。間違えないようにしましょう。
センサの参考記事
*シャフトの振れ測定についてはこちらの記事をご覧ください。
-

-
シャフトや軸の振れ量の測定 【曲がりの矯正方法】
今回は「シャフトや軸の振れ量の測定/振れの矯正」についての記事です。 シャフトはあらゆる構造や機構に使用さ ...
続きを見る
*みがき丸棒の精度の違いについてはこちらの記事をご覧ください。
-
-
みがき丸棒の精度【冷間引抜と研磨(センタレス)の反り精度】
今回は「冷間引抜と研磨(センタレス)の丸棒反り精度」についての記事です。 みがき丸棒を回転軸として使用する ...
続きを見る
関連記事:【材料/溶接/加工/表面処理】
以上です