
今回は「電気ドリルで穴をあける方法」についての記事です。
機械装置を組立てる作業には、電気ドリルで穴あけをする作業がつきものです。しかし、単に穴あけといっても手作業なので、はなかなか難しく失敗することもあります。
そこで、今回は電気ドリルで穴あけをする基本となるやり方を紹介しようと思います。
記事の目次
電気ドリルで穴をあける難しさ
穴あけ加工は製造業に携わる方でしたら身近に感じる作業だと思います。
穴あけ加工を経験すると分かると思いますが、なかなか穴があかなかったり穴がズレてしまったりと意外に難しい作業です。
この穴あけ加工の方法はボール盤やフライス盤、旋盤などの工作機械メインの作業と、電気ドリル/電動ドリル/コードレスドリル(以下電気ドリル)などの作業者の技量が作業の良し悪しを左右する方法の2つがあります。
今回は、現場で重要となる後者の手作業で穴あけをする方法に重点をおいて考えてみたいと思います。
ハイスドリル

電気ドリルの穴あけ加工に重要な要素
現場作業(電気ドリル)での穴あけ加工に重要な要素にはどのようなことがあるのでしょうか?私の経験で考えます。
私の考える重要な要素
-
電気ドリルの安定性(直角/鉛直/押し付ける力)
-
回転数
-
切削油
このような要素が関係すると思っています。(今回は電気ドリルに偏って考えますので、キリの切れ味(研ぎ方)は含めません)
1.電気ドリルの安定性(直角/鉛直/押し付ける力)
電気ドリルは作業者が手に持ち穴あけをします。
人の手や腕は自由自在に可動させることが出来ますが、その反面一定の位置で固定し力をかけ続ける事は中々できる事ではありません。ここに、手作業の難しさがあります。
手作業の難しさ
-
手や腕がブレる(固定できない)
-
ドリルの角度が材料に対してどうなっているか分からない
-
材料に押し付ける力が弱い
それではそれぞれの難しさについて掘り下げて考えてみましょう。
手や腕がブレる(固定できない)
「手や腕がブレる」にはどのような要因と対策が考えられるでしょうか?
要因
-
電気ドリルの持ち方が悪い
対策
-
電気ドリル持ち方を変える
持ち方の違いを比べると、それぞれの持ち方の良し悪しが見えてきます。下記の画像で確認してください。
持ち方の違い
悪い持ち方・・・手首とキリ先端の芯がズレているので、力をかけた時に電気ドリルが傾いてしまう。手首では支えきれない。

バランスの取れた持ち方
私の推奨するバランスの取れた持ち方・・・手のひらで電気ドリルを支えているので、力をかけた時に電気ドリルを固定し易い。

力に自信がある人
手が大きく、腕の力が強い人の持ち方・・・手のひらで電気ドリルを支えている面積を広くできる。安定性があるが回転スイッチが押しにくい。

ドリルの角度が材料に対してどうなっているか分からない
「ドリルの角度が材料に対してどうなっているか分からない」にはどのような要因と対策が考えられるでしょうか?
要因
-
感覚(イメージ)と実際の電気ドリルの角度が一致していない
対策
-
同僚や第三者に角度を見てもらう。自分のイメージしている角度と実際どうなのかを指導してもらう。
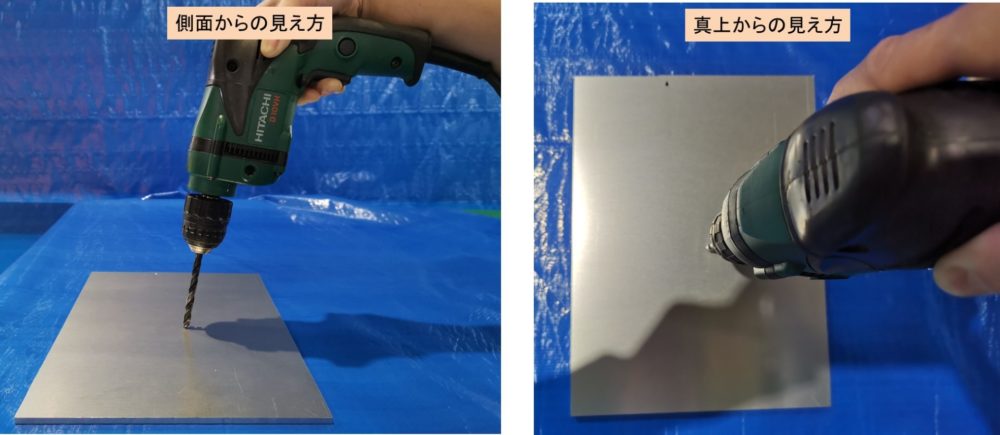
角度の判断は真上から見た視覚情報で判断するしかありませんが、真上からでは角度の違いに気づきにくいので感覚を覚えるまでは同僚や第三者に側面から見てもらい修正しましょう。
*水平器を使用した穴あけの紹介はこちら
-

-
水平器で穴を真っ直ぐ開ける方法【電気ドリルで誰でもできる】
続きを見る

角度が良い時の見え方
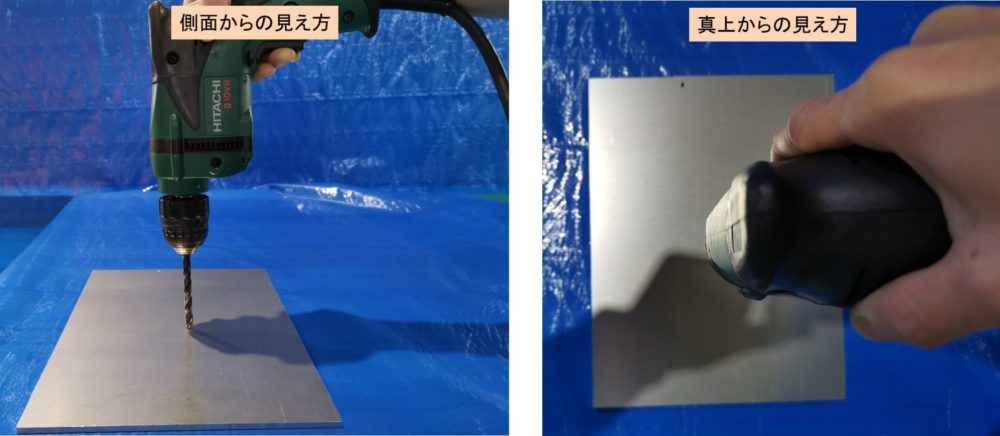
角度が悪い時の見え方
材料に押し付ける力が弱い
「材料に押し付ける力が弱い」にはどのような要因と対策が考えられるでしょうか?
要因
-
握力、腕の筋力が弱い
-
効率のいい力のかけたが出来ていない
対策
-
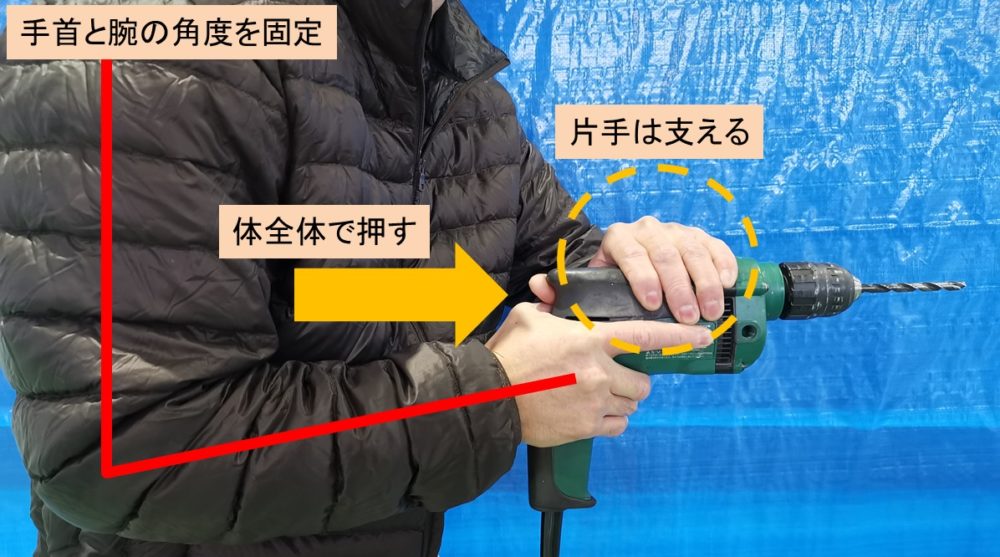
効率の良い力のかけかたを考える。手首と腕は固定して肩から力を与える方法など。
-
両手を上手く使い、力を掛ける側と固定する側を使い分ける
力の入れ方は下記の画像を見ていただくとイメージしやすいと思います。自分にとってどの態勢/姿勢が一番力を掛けることが出来るのか?と言う事ですね。
力の入れ方
2.回転数
回転数はキリのサイズと材料(材質)の相性によって違いがあります。
単純に表現しますと、キリのサイズが大きくなるほど回転数を遅くしたり、材料は切削し易いモノは回転数速めにし、切削しにくいモノは回転数を遅くします。
つまり相性によって最適な穴あけの回転速度があり、結果切れ具合と仕上り(面の粗さやバリ)に影響する事になります。
また「回転数が合っていない=切削が悪い」状況だと、力任せにドリルを材料に押し付けて穴をあけようとする為に直角/鉛直が維持できずに斜めに穴をあけてしまったり、穴がズレたり、キリが折れてしまいます。
しかしながら回転数が重要だとしながらも、工作機械と違い電気ドリルの速度設定は簡単ではありません。
電気ドリルの速度設定の問題は下記の2点です。
-
速度調整機能がないタイプがある
-
速度の調整が出来ても回転数の数値が分からない為、見た目の判断となる
ではどうすれば良いのでしょうか?
電気ドリルの速度設定
-
電気ドリルの回転スイッチをインチング(on/offを繰り返す)で速度調整する
-
実際に穴あけをしながら切れ具合(キリ粉や切削の進むスピード)を感じ取り速度を変えてみる
このような方法しかないように思います。回転スイッチをインチングする方法は電気ハード的に故障の原因になりそうですが、実際にインチング操作をして作業していますが壊れたことも故障したこともありませんので、電気的には良くないが仕方がない行為だと思っています。
穴あけ回転数の求め方/計算式
電気ドリルで穴あけをする場合には意味をなさないのですが、参考に記載しておきます。
計算式
私はこのような計算で回転数を算出しています。
N=(1000×V)÷(π×D)
-
N・・・回転数(min-1)(rpm)
-
V・・・切削速度(m/min)
-
π・・・円周率3.14
-
D・・・工具径(mm)
切削速度(ドリルの外周の速度)は下記を参考値としてください。一般的なハイスドリルで加工する場合の値です。
≪SS 30~40≫ ≪SUS 15~20≫ ≪アルミ 60~80≫
タップ加工の場合は計算した回転数の半分の値を目安にしています。
メモ「キリのサイズによって回転数が変わる仕組み」
キリのサイズによって回転数が変わる原因はキリの直径に起因していて、直径の違いで回転角度に対しての外周の移動量が違ってくるためです。
外周の移動量(切削する量)を考えるとキリの直径が小さいものは回転数を速く、キリの直径が大きいものは遅くとなる傾向でキリサイズに違いがあっても外周の移動量は同じとなるイメージです。
3.切削油
切削油とは潤滑油の事です。切削油は穴あけ加工だけでなく、タップ加工をする時にも非常に有効です。
その効果については下記をご覧ください。
引用抜粋:共同油脂株式会社 切削油材の基礎知識
作用
切削油剤の作用は大きく3つに分類されます。1.
潤滑作用被削材-工具、工具-切屑間に浸透し境界面の摩擦を減少させることにより、工具のクレーター摩耗やフランク摩耗を減少させます。
2.
冷却作用被削材-工具、工具-切屑で発生する摩擦熱や金属のせん断熱を吸収し、被削材を冷却、工具の硬度低下を防いで摩耗を減少させます。また、加工物の熱膨張による寸法精度のバラツキを防ぎ仕上げ面精度を維持します。
3.
反溶着作用構成刃先の生成や被削材-工具、工具-切屑間の溶着を防止し、構成刃先に起因する仕上げ面粗さの悪化や、加工物の寸法精度のバラツキを防ぎます。
このような効果があるようですが、実際に穴あけ加工をした時に切削油のあり/なしで比べてみますと切削スピードの違いを実感できると思います。
また切削油が無い事で切れが悪いと、回転数が合っていない時と同じように力任せに穴あけをおこなってしまうので失敗するリスクが高まります。
どのような切削油を使うか
現場での穴あけ加工は工作機械メインの加工とは作業環境が違いますので、使用できる切削油に制限があります。
現場で求められる条件
-
入手し易い
-
持運びが簡単=スプレータイプ
-
安価(見た目と精度は必要ない、高価な切削油は必要ない)
現場作業を考えますと、このような条件に当てはまる切削油が良いと思います。
私が使用している切削油
-
KURE5-56(約500円)・・・多目的に使用できる。穴あけタップ以外に、ベアリグ、軸、ねじの固着など
-
スミタップスーパースプレー(約1400円)・・・穴あけ、タップ加工に特化。5-56よりも切れ味がすごい。
私は上記2つを使い分けています。スミタップスーパースプレーは高価でホームセンターには売っていませんので、タップ加工メインで使用しています。(タップ折れたら取り返しがつきません)
切削油を塗布するタイミング
切削油は文字通り「油」ですから滑ります。この「滑る」が電気ドリルで穴あけする場合に失敗するリスクとなります。
その理由に、穴あけをする位置に揉みつけが無い事と材料に直角にキリを当てられない事(安定性)があげられます。このような状況ですから穴のあけの初期段階でキリがズレ易く、さらに切削油を塗布する事でさらにズレ易くなってしまいます。
ですから、「穴あけの初期段階=穴の位置が定まっていない」状況では切削油の塗布は控えた方がよく、「少し切削した状態=揉みつけ」となれば穴位置が安定するので切削油を塗布しても良いと思います。
ポイントまとめ
それでは、電気ドリルで穴をあける方法ついて重要なポイントをまとめておきます。
ポイント
- 穴あけには、電気ドリルの安定性、回転数、切削油、の3つが重要
- 電気ドリルの安定性は、電気ドリルの持ち方、角度、材料に押し付ける力、が重要
- 回転数は、切れ具合を感じながら、電気ドリルのスイッチON/OFFや速度ダイヤルで調整すると良い
- 切削油は、潤滑作用、冷却作用、反溶着作用、があるので効果的
以4上つのポイントを覚えておきましょう。
*関連記事のこちらもご覧ください。
-
-
ドリルでステンレスに穴をあける【SUSの特徴と切削油が不要な理由】
続きを見る

*スミタップスーパースプレーの購入はこちらから
*ドリルの角度の補正にこちらの水平器がおすすめです
関連記事:【材料/溶接/加工/表面処理】
以上です。