
今回は「フライス加工の基礎/切削条件を考えてみる」についての記事です。
私は組立工として様々なことを経験してきました。その一つにフライス加工があります。
フライス加工を経験したといっても、それは8年も前のことでフライス加工の経験時間は3か月ほどです。ですから、「使ったことがある」と言うだけで全くの「素人」です。
ですが、最近になって「汎用フライス」で加工をする機会ができたので、これを転機としてフライス加工について「再勉強」して「実際に加工をする」方向で進めることにしました。
そこで、今回はフライス加工の基礎として切削条件について初心者の私のような人の向けに、参考となる考え方を紹介しようと思います。
フライス加工とは
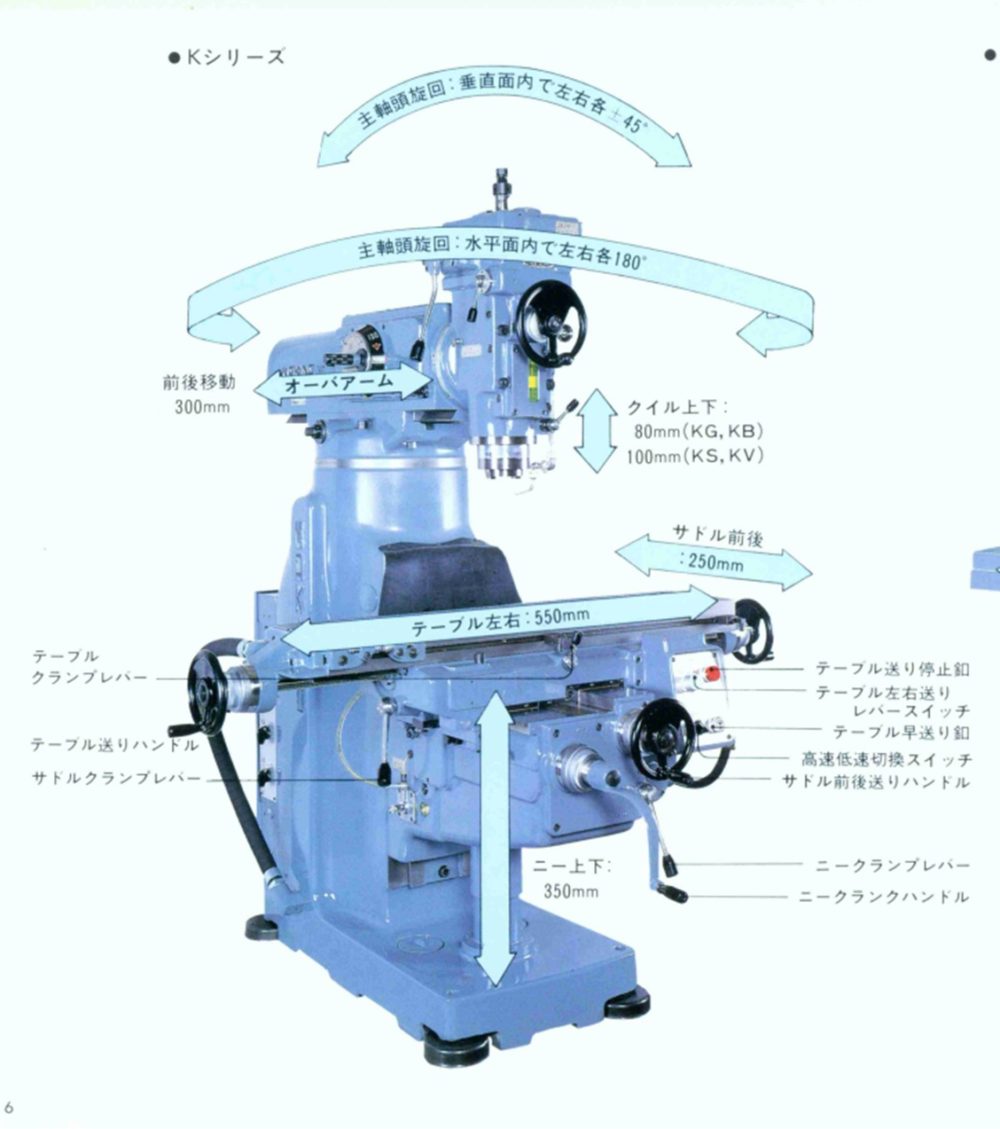
フライス加工とは、フライス盤と呼ばれる工作機械を使用してフライスと呼ばれる円形の刃物を回転させて、テーブルに固定した品物を移動させて切削することです。
引用抜粋:牧野フライス K/Bseries カタログ
切削条件
フライス加工するうえで切削条件が重要になりますが、特に下記の3点が最低限必要になると思います。
-
回転数
-
送り量
-
切り込み量
私のような経験が浅い初心者にとっては重要なことでしょう。
切削条件について調べてみますと下記の三菱マテリアルさんの資料がありましたのでご覧ください。
引用抜粋:三菱マテリアル 旋削加工の切削条件による影響
切削速度
切削速度は工具寿命に大きく影響します。切削速度が速くなると、切削温度が上昇し、工具寿命は極端に短くなります。被削材の種類やかたさによって切削速度は違ってきますが、それに対応する適正な工具材種の選択が必要になります。
切削速度による影響
1.切削速度を20%上げると工具寿命は2分の1、切削速度を50%上げると工具寿命は5分の1に低下する。
2.切削速度が低い(20─40m/min)低速度側でもびびり振動が発生しやすく、工具寿命は短くなる。(中略)
送りによる影響
1. 送りを小さくすると逃げ面摩耗が大きくなり工具寿命が極端に短くなる。
2. 送りを大きくすると切削温度の上昇により逃げ面摩耗が大きくなるが、工具寿命への影響は、切削速度に比較すると小さい。
3. 送りを大きくすると加工能率は向上する。(中略)
切込みによる影響
1. 切込み量が変化しても工具寿命は大きく変わらない。
2. 切込みの小さい、微少切込みでは、こすり現象、被削材の加工硬化層を削ることとなり、工具寿命が短くなる原因となります。
3. 鋳肌や黒皮切削の時は、機械動力が許す限り切込み量を大きくしないと、刃先先端が被削材の表面の硬くて、不純物の含まれた個所を削ることとなり、刃先にチッピングや異常摩耗を発生する原因になります。
切削条件が刃物に与える影響は非常に大きいと言うことですね。
それでは、切削条件の「回転数」「送り量」「切り込み量」の数値の算出方法について紹介しましょう。
回転数
切削工具の回転数
N=(1000×V)÷(π×D)
-
N・・・回転数(min-1)(rpm)
-
V・・・切削速度(m/min)
-
π・・・円周率3.14
-
D・・・工具径(mm)
切削速度(m/min)については下記の引用が参考になりますが、加工条件によって最適とは限りません。あくまでも参考としてください。
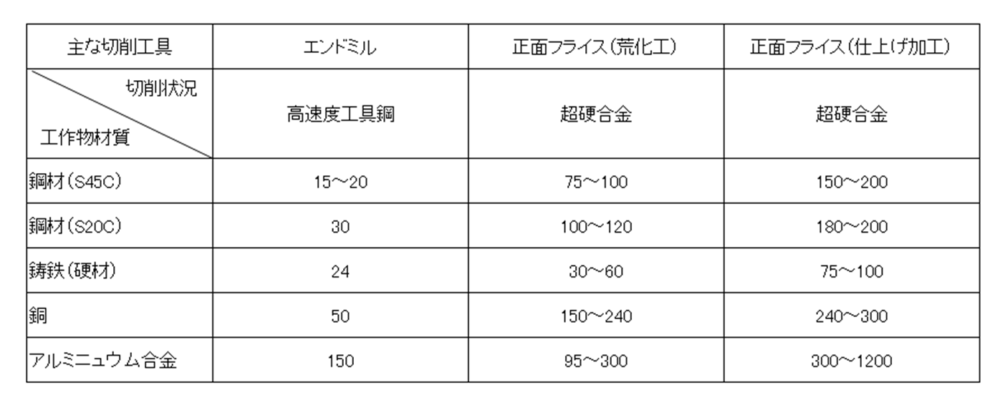
*エンドミルと正面フライスの切削速度
引用抜粋:フライス加工 基礎のきそ 著:澤 武一
表4-1 フライス加工の標準的な切削速度(m/min)
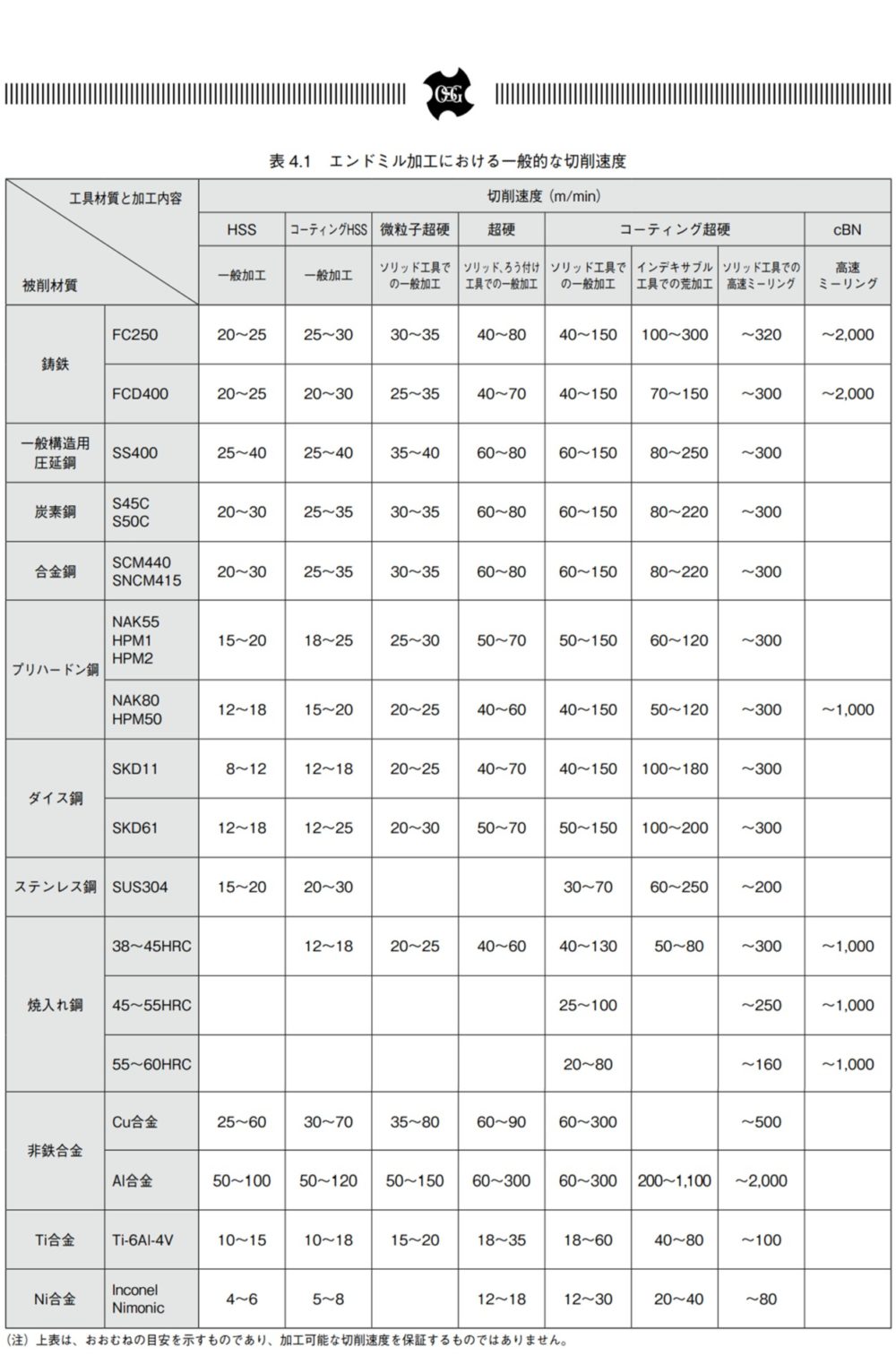
*エンドミルの切削速度
引用抜粋:OSG エンドミル加工(資料)
送り量
工作物(テーブル)の1分間の移動量
F = f × Z × N
-
F・・・工作物の送り速度 (mm/min)
-
f・・・1刃当たりの送り量 (mm/刃)
-
Z・・・切削工具のの刃数
-
N・・・回転数 (min-1)
1刃当たりの送り量 (mm/刃)については下記の引用が参考になりますが、条件によって最適とは限りません。あくまでも参考としてください。
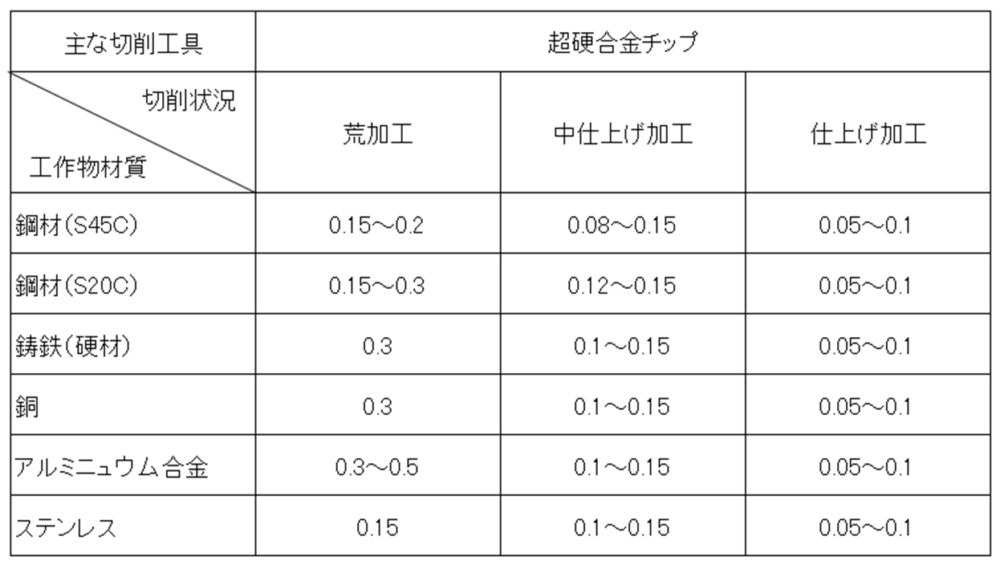
*正面フライスの送り量
引用抜粋:フライス加工 基礎のきそ 著:澤 武一
表4-3 正面フライス加工の標準的な1刃当たりの工作物送り量(min/刃)
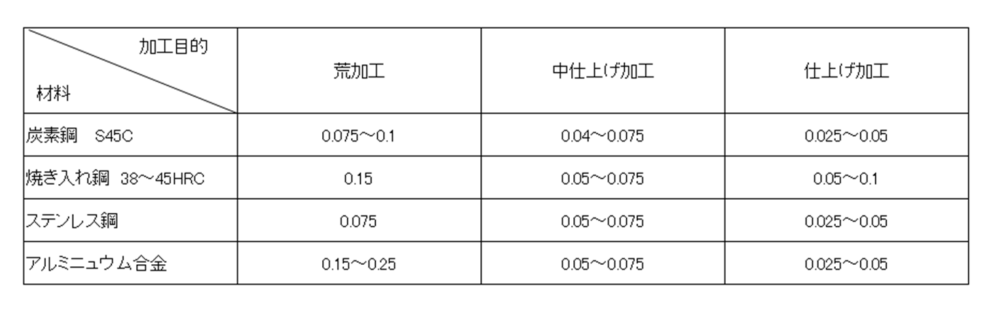
*エンドミルの送り量
引用抜粋:エンドミルの選び方・使い方 著:澤 武一
表2.2 「切れ刃1刃当たりの送り量」の1例
切り込み量
切り込み量は刃物の種類や仕上げ寸法によって違いがありますので注意が必要です。
刃物の仕様を無視して考えた場合、私は下記の値を基準としています。
*切り込み量
-
荒削り・・・10mm以下
-
中仕上・・・5mm以下
-
仕上げ・・・0.2mm以下
切削条件の関係性
ここまでで「回転数」「送り量」「切り込み量」について説明してきましたが、ここで示した値が必ずしも正しいわけではありません。
刃物の種類や加工条件によって最適な状態は変わってきます。
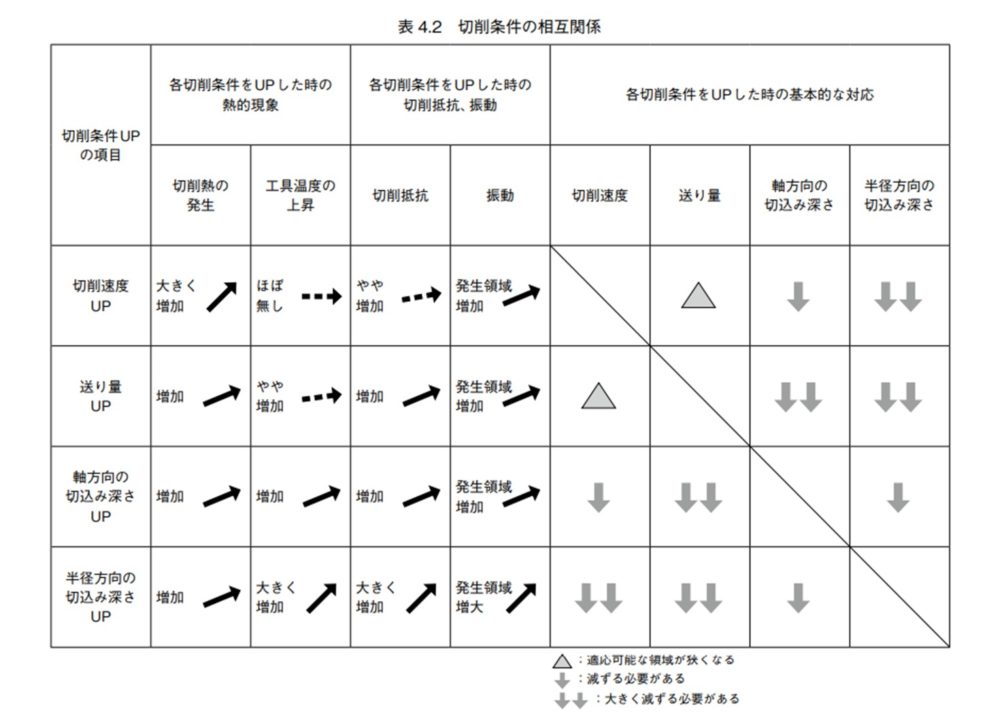
その時のイメージとして下記の引用資料が参考になります。このようなイメージで最適な切削条件を探ると良いかもしれません。
引用抜粋:OSG エンドミル加工(資料)
カタログを確認する
使用する刃物のカタログには切削条件が記載されています。
あくまでも参考と言うことになりますが、疑問や不安を感じたらカタログ値で計算するのも良いと思います。
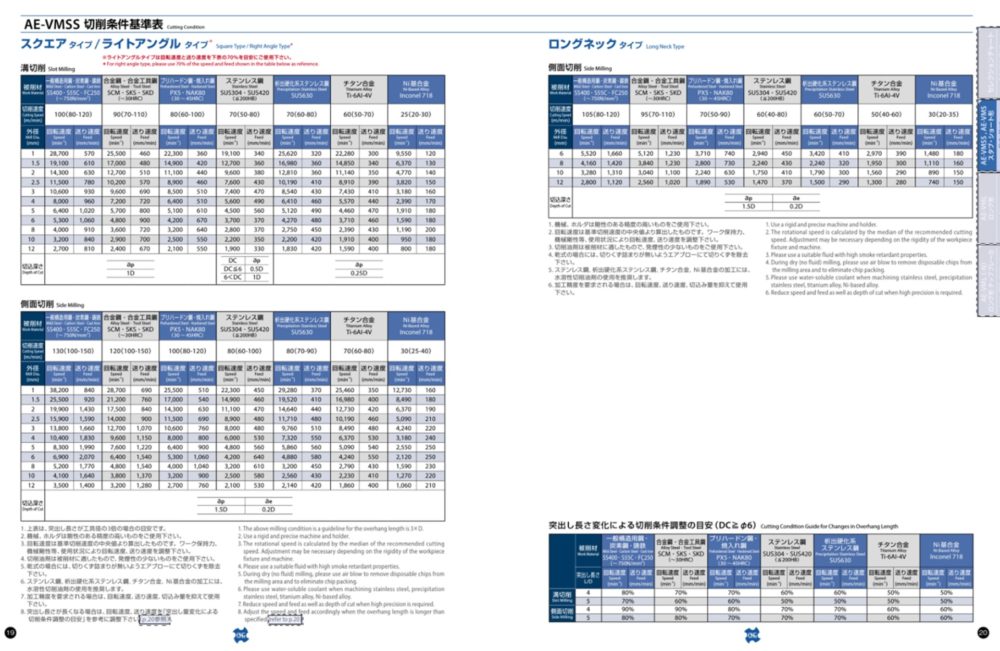
OSGさんのエンドミルカタログには下記の記載があります。
引用抜粋:OSG AEーVMシリーズカタログ
まとめ
今回はフライス加工の切削条件についてまとめてみました。
加工には条件が必要と言うことで、その条件は計算や経験によって設定されるのですが、私のような初心者には中々難しいことです。今回紹介した切削条件の算出はあくまでも参考となりますが、そこから自分なりの「やり方」「考え方」を見出すと良いと思います。
参考


私がフライス加工をするうえで参考にした書籍を紹介します。
*「エンドミルの選び方・使い方」の購入はこちらから
*「フライス加工 基礎のきそ」の購入はこちらから
関連記事:【材料/溶接/加工/表面処理】
以上です。