
今回は「チタンのTIG溶接のポイント」についての記事です。
溶接で接合する金属と言えば「鋼」や「ステンレス」が一般的で、その次にアルミニウムでしょうか。この3種の溶接に関しては経験豊富な職人が多いので問題が起きることはマズないのですが、ではチタンの溶接はどうでしょうか。ここ最近ですが、私の周りではチタンで部品を製作することが増え、チタンの溶接も増えてきたのですが、チタンの溶接は非常に難しく、経験と正しい方法を知らないと溶接欠陥になってしまうことが多いです。
そこで今回の記事では、チタンの溶接で一般的なTIG溶接について、ポイントをまとめておこうと思います。
記事の目次
チタンのTIG溶接のポイント
チタンは高温になると大気と反応する
チタンは非常に活性な金属で、特に高温の300℃から350℃以上になると大気の窒素や酸素と反応して、溶接部分が硬化して脆くなり劣化します。これが割れの原因です。なので、チタンは加工だけでなく溶接も難しい材料として知られています。
参考
*溶接欠陥についてはこちらの記事で紹介しています
-

-
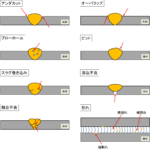
溶接欠陥とは溶接の不具合【種類と原因まとめ】
今回は「溶接欠陥とは溶接の不具合/溶接欠陥の種類と原因まとめ」についての記事です。 溶接による接合は、部品 ...
続きを見る
チタンの溶接の方法として一般的なのは、アークが安定していて不活性ガスで大気と遮断することが出来るTIG溶接ですが、チタンを溶接する上で最低限知っておいた方が良いことがあります。
チタン溶接で知っておくこと
- 溶加棒の選定
- タングステンの選定
-
溶接の良品判断の方法
-
チタンの下準備の方法
-
シールドの方法
それでは、もう少し掘り下げてまとめてみます。
溶加棒の選定
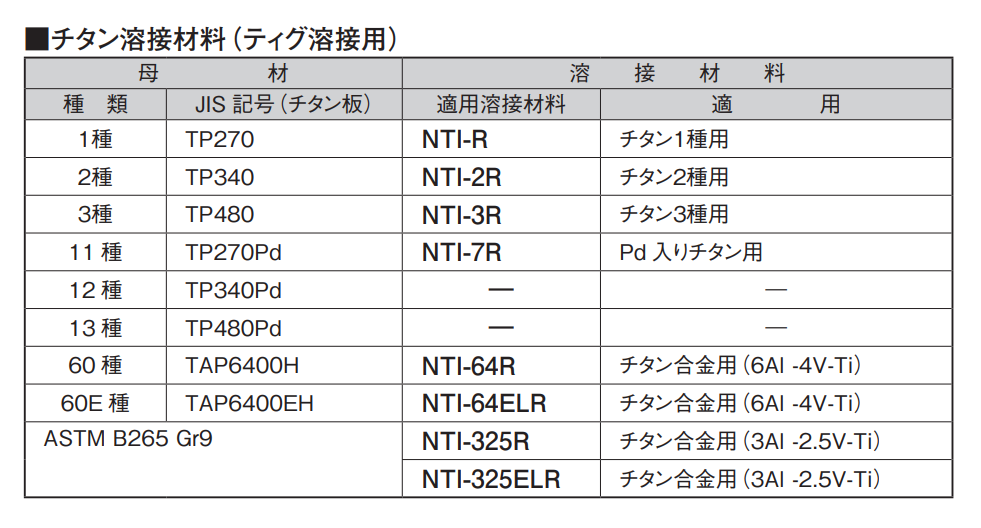
チタンは純チタンを初めとして添加する元素によって様々な種類がありますので、溶加棒はチタンの種類に適合したタイプを使用します。
適合していない溶加棒を使用すると、溶接欠陥の原因となりますので、母材の種類は確認しておく必要があります。種類が違うチタン同士を溶接する場合は、溶加棒メーカーに問い合わせる方が確実です。
出典:ニツコー熔材工業株式会社 総合ガイドカタログ チタンおよびチタン合金の溶接
タングステンの選定
TIG溶接のトーチについているタングステンの電極には種類があるので、電極消耗に強いタイプを使用します。
TIGのトーチ

チタン溶接に適しているタングステン
- 2%セリウム入りタングステン
-
2%ランタン入りタングステン
- レア・アース入りタングステン
セリウム、ランタンは電極の温度を下げる働きがあるので、先端が溶融しにくく安定したアークが発生します。レア・アース入りはアークスタート性とアークの安定性があります。その他、タングステンの材質には「純タングステン」「トリウム入り」などがありますがチタンには向いていないようです。
溶接の良品判断の方法
チタン溶接は難易度が高く、時間がたってから割れが発生することがあります。このようなことが起きないために、溶接したときの着色状態で溶接の良否を判断することができます。
出典:ニツコー熔材工業株式会社 総合ガイドカタログ チタンおよびチタン合金の溶接
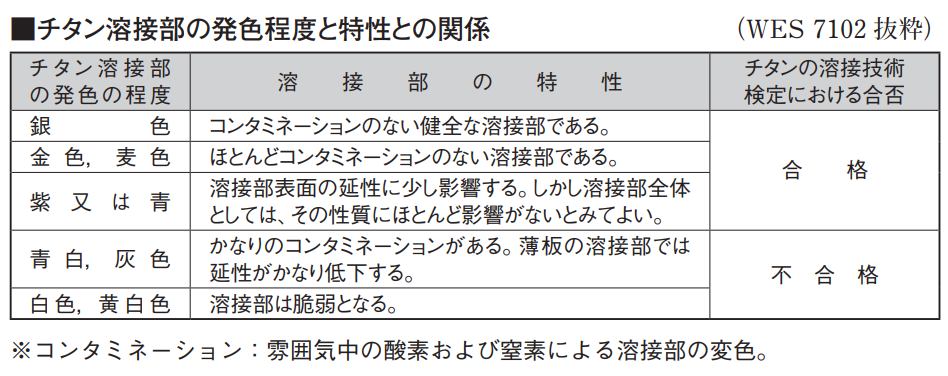
チタンの着色は酸化被膜の膜厚によって変わるため、色で判断が出来ます。シールドが不良だと膜厚が厚くなるので、色が「白色」「黄白色」「青白」「灰色」になり、シールドが良好だと酸素/窒素との反応がないので膜厚が薄くなり、「銀色」~「青色」の範囲となります。*注意ですが、色だけでは品質を完璧に評価することはできないので気を付けてください。
チタンの下準備の方法
チタンは活性な金属なので、接合部分の下準備が非常に大切になります。
リューターの超硬刃

チタンの下準備の方法
-
開先加工は原則として機械加工でおこなう
-
油分や汚れをアセトン、メタノールで洗浄する
接合部分の表面をグラインダーの砥石で削ると、表面が荒くなり凸凹のすき間に大気が付着します。それ以外にも、砥石の成分や砥石に付着した他金属の粉などの異物が付着します。これによって、溶融時に化学反応が起きてブローホールが発生しやすくなり、溶接欠陥となってしまいます。そのため、溶接前の接合面の仕上げには砥石は使用せずに、機械加工の刃物でおこなうか、リューターの超硬刃で仕上げます。
接合面の仕上げが出来たら下準備の最後に洗浄します。洗浄にはアセトンやメタノールがおすすめで、これによって溶接欠陥の原因となる油分や汚れを除去できます。
因みにですが、このような下準備は、チタンに限ったことではなくアルミニウムにも言えることです。
シールドの方法
チタンを溶接するときには、溶融部分を大気と遮断するためのシールドが欠かせません。もちろんトーチからアルゴンなどの不活性ガスを噴き出してシールドしていますが、残念ながらそれだけでは不十分です。
チタンの溶接ポイントはこちら
-
トーチシールド
- アフターシールド
-
バックシールド
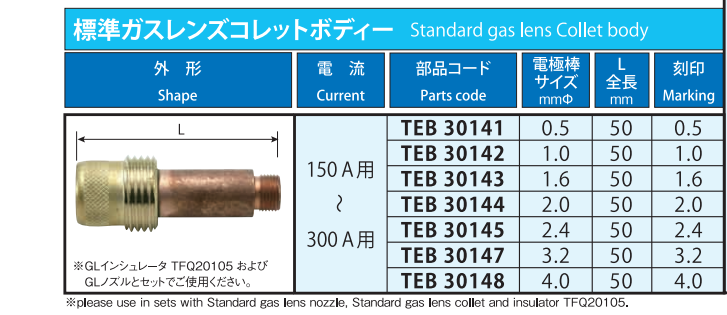
トーチのシールド性を向上させるために、ガスレンズ付きのノズルを使用するのがおすすめです。通常のセラミックノズルだと、不活性ガスが乱気流状態で噴き出されるので大気を遮断するのが不十分ですが、ガスレンズだと中身のメッシュが不活性ガスを清流させて直線的に噴き出すので、大気の巻き込みが少なくなりシールド性が向上します。ここで注意なのですが、よくある溶接のやり方の「ウイビング溶接」はシールドガスが乱れるのやめた方が良いです。
その他にも、トーチシールドを安定させるために、屋内の風がない環境で溶接することが大切です。もちろん扇風機の風もNGです。少しの風でシールド性が低下して溶接欠陥となります。
出典:Panasonic Tigトーチ純正部品
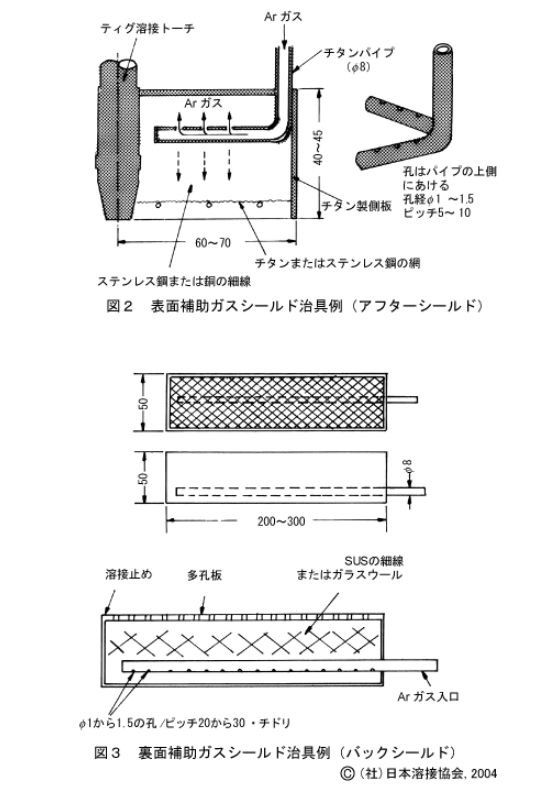
アフターシールドとは、溶接完了した部分(ビート)に施すシールドのことです。トーチで溶接した部分は、トーチが進むにつれてトーチシールドから外れてしまうのですが、溶接が完了した部分は約500℃なので大気の酸素、窒素と反応し易くなります。そのため、トーチとは別に溶接側にシールドガスを供給してシールドする治具が必要となり、治具の長さはおおよそ100mmから150mmが目安となります。
バックシールドとは、トーチで溶接している溶融部の裏側に施すシールドのことです。溶融部の裏側も高温に加熱されているので、大気と化学反応が起きやすくなるため、裏側をシールドガスで密閉したり、シールドガスを供給する治具が必要になります。
このように、チタンの溶接にはトーチシールド以外にもアフターシールド、バックシールドが必要となるのですが、溶接する部品の形状は様々なので溶接作業をする度に最適な治具を製作しなければならない面倒さがあります。
下記の資料はアフターシールドとバックシールドの参考となります。
出典:溶接情報センター 接合・溶接技術Q&A / Q02-03-19
出典:出典:ニツコー熔材工業株式会社 総合ガイドカタログ チタンおよびチタン合金の溶接
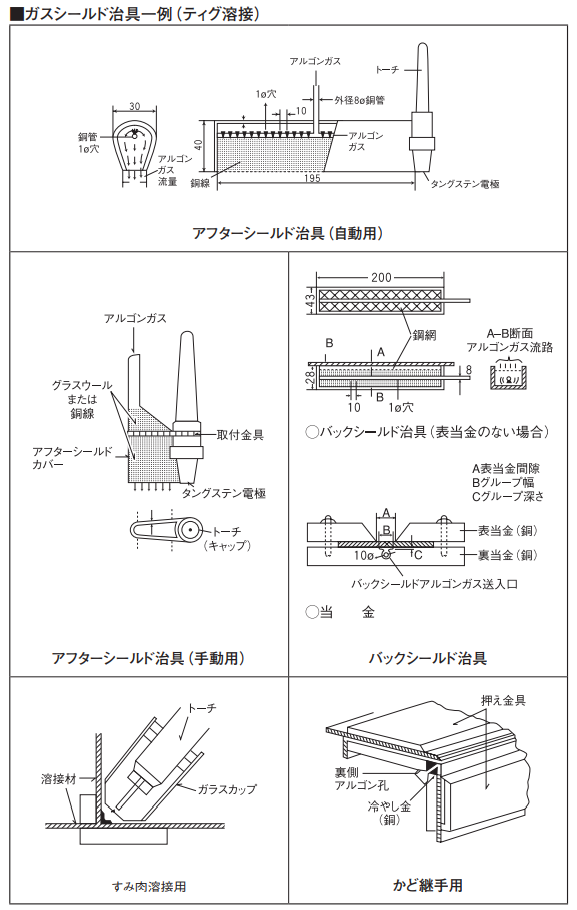
ガスを均一に供給するために、アフターシールド、バックシールドの治具の中にはグラスウール、ステンレスウール、銅ウール、チタンウールを入れます。
治具の内部のシールドガスを供給するパイプは、シールドガスを治具内に充満させて溶接部に供給させる構造にする必要があります。
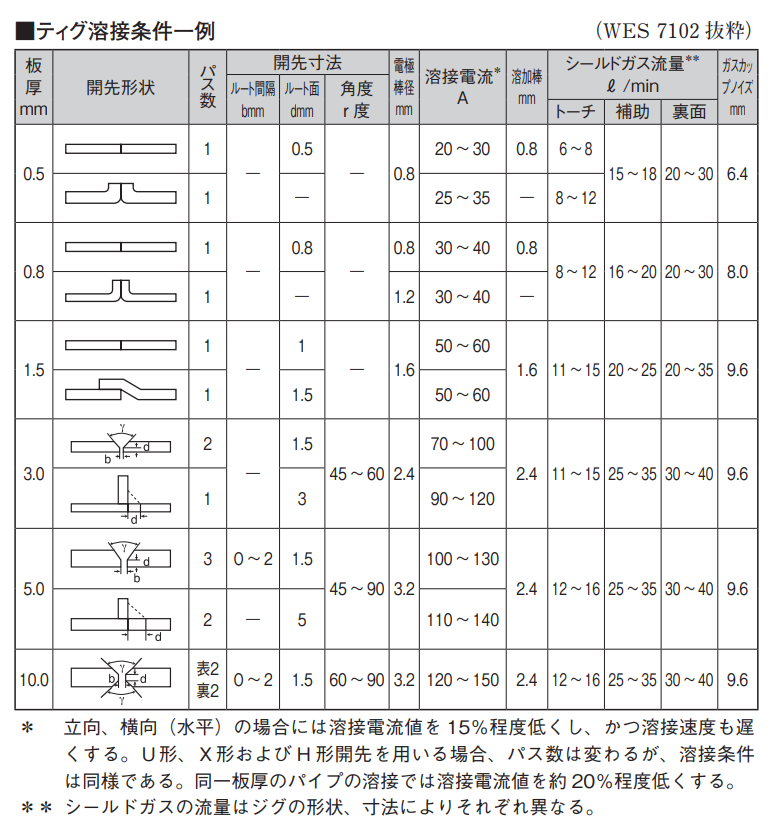
溶接条件の参考資料
参考として、ニツコー熔材工業株式会社さんのカタログに載っているチタン溶接の条件を載せておきます。こちらの資料は「現場で生かす金属材料シリーズ チタン」にも記載されています。
出典:ニツコー熔材工業株式会社 総合ガイドカタログ チタンおよびチタン合金の溶接
ポイントまとめ
それでは、チタンのTIG溶接について重要なポイントをまとめておきます。
ポイント
- チタンは高温になると大気と反応するので、溶接するときはシールドが欠かせない
- 溶加棒はチタンの種類に対応したタイプを選定し、タングステンはセリウム、ランタン、レアアース入りを使う
- 溶接の良否は色で判断する
- チタンの下準備には砥石を使用せずに機械加工とし、洗浄も欠かさないこと
- シールドはガスレンズを使用し、アフターシールドとガスシールドをおこなうこと
以上5つのポイントです。
*タングステンの購入はこちらから チタン用はセリウム、ランタン、レアアース入りです。
*ガスレンズの購入はこちらから
*アセトンの購入はこちらから
*この記事は「現場で生かす金属材料シリーズ チタン」著:日本チタン協会 と 「溶接作業 ここまでわかれば一人前」 著:寺田昌之 を参考にしています。
関連記事:【材料/溶接/加工/表面処理】
以上です。