
今回は「溶接欠陥とは溶接の不具合/溶接欠陥の種類と原因まとめ」についての記事です。
溶接による接合は、部品を製作する方法として一般的です。溶接は強度、気密、コストなどのメリットがありますが、その反面、材料の強度が低下、溶接が割れる、漏れる、などのデメリットも考えられます。そういったデメリットは、溶接欠陥の検査によって不具合を発見することができます。
そこで今回の記事では、どのような溶接が欠陥なのか?と検査方法についてまとめておこうと思います。
記事の目次
溶接欠陥とは溶接の不具合
溶接欠陥とは、溶接の不具合のことで外観の仕上がりの良さだけでなく、漏れや強度低下の原因となります。
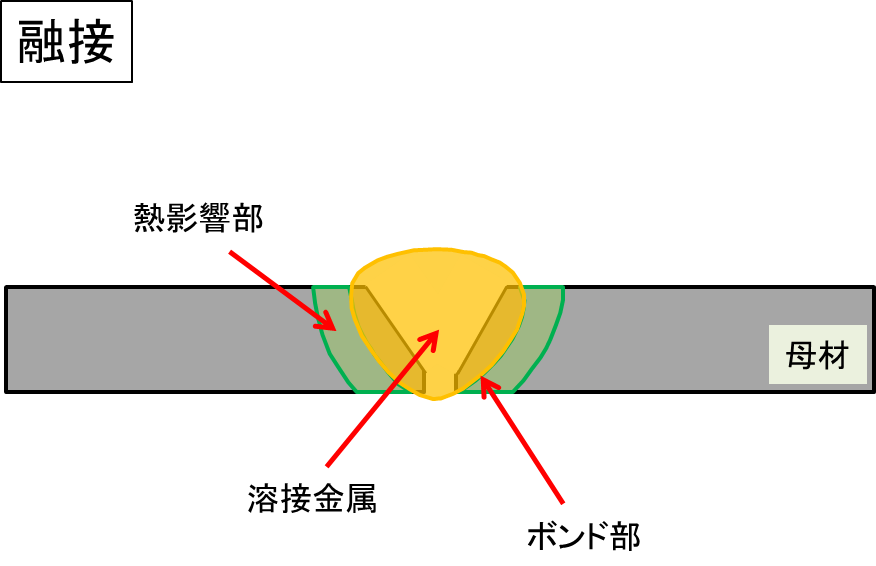
溶融の溶接
溶接欠陥の種類
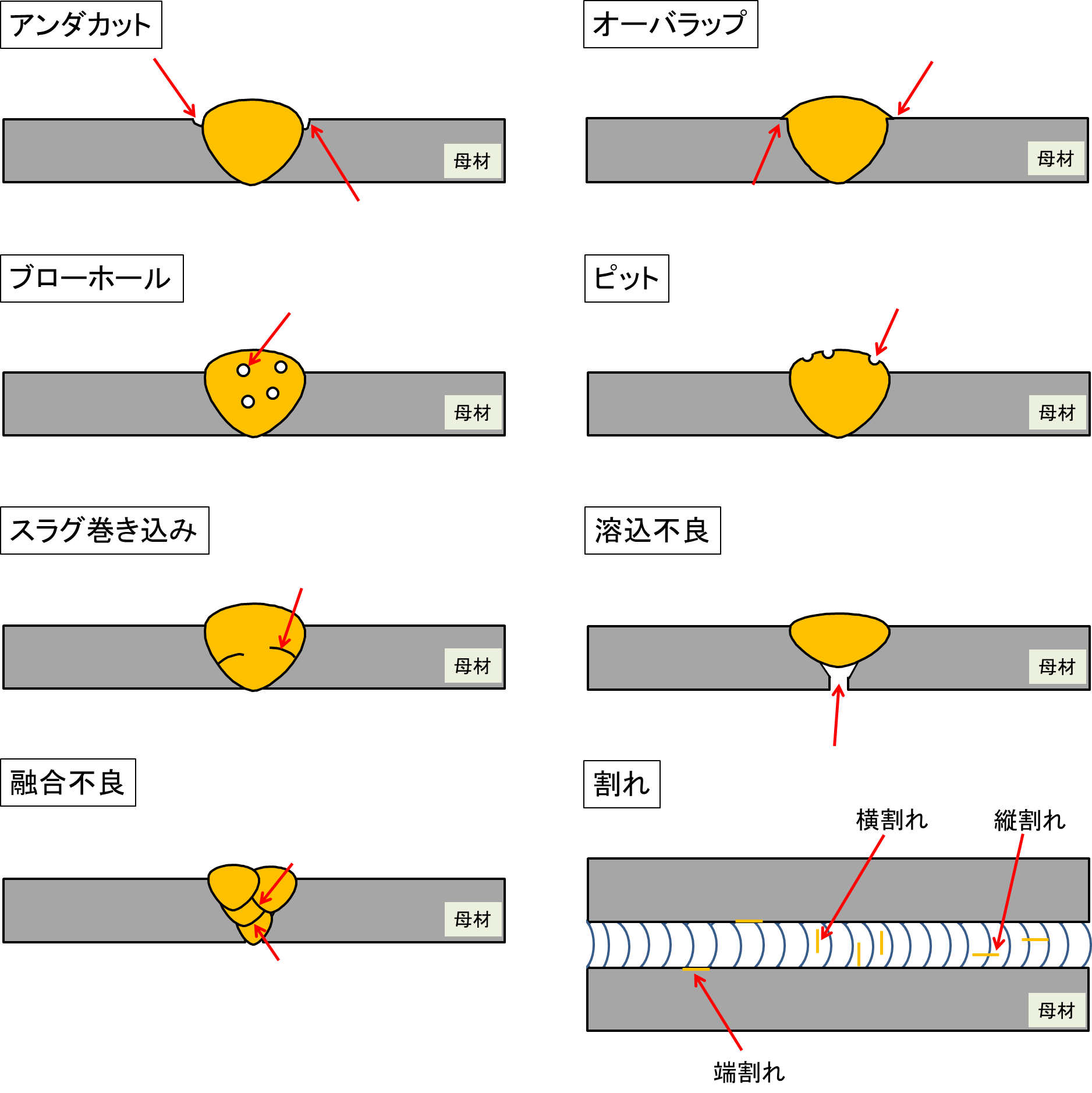
溶接欠陥は、溶接部分の内部に発生する内部欠陥と外観で判断できる表面欠陥に区別されおり、代表的な欠陥は8種類あります。
代表的な欠陥は8種類です。
-
アンダカット・・・表面欠陥
-
オーバラップ・・・表面欠陥
-
ブローホール・・・内部欠陥
-
ピット・・・表面欠陥
-
スラグ巻き込み・・・内部欠陥
-
溶込不良・・・内部欠陥
-
融合不良・・・内部欠陥
-
割れ・・・表面欠陥、内部欠陥
このような欠陥があります。下記のイメージ図で溶接欠陥の種類を確認してみてください。
溶接欠陥イメージ図
*クリック拡大
欠陥の検査方法
ここまでで溶接欠陥にどのような区別や種類があるか紹介しましたが、そもそも溶接欠陥を発見するためにはどのような方法があるか確認しておきましょう。
代表的な内部欠陥の検査方法(検査機が必要で重要な溶接を検査する)
-
超音波探傷試験・・・超音波が反射する波長の強弱によって検出
-
放射線透過試験(レントゲン)・・・放射線によって内部の状態(撮影像)をフィルムに記録する
表面欠陥の検査方法(一般的に行われる方法)
-
目視判断・・・人間の見た目の判断
-
浸透探傷試験(カラーチェック)・・・発光性のよい検査液が欠陥を着色するので目視判断ができる
このような溶接欠陥の検査方法がありますが、機械装置の部品は検査しない場合が多く、検査したとしても表面欠陥を検査する「目視判断」や「浸透探傷試験」を行う程度です。内部欠陥を検査するためには専用の検査機が必要なので一般的ではなく、強度の保証や漏れなどが絶対許されない特殊な環境で必要となります。
もし溶接欠陥が発見されたら、
-
欠陥の溶接をグラインダーで除去して溶接をやり直す
-
溶接の上からもう一度溶接する
などの修正が必要です。
溶接欠陥の原因
それでは、ここからは溶接欠陥について原因をまとめていきましょう。
アンダーカット
溶接欠陥イメージ図

アンダカットとは、溶接の止め端(ビードと母材の境界)に沿ってできる窪みです。
原因
- 加熱し過ぎ
-
溶接速度が速すぎる
-
溶接速度が遅すぎる
-
溶接電流が大きすぎる
-
溶接棒の角度が合っていない
オーバラップ
溶接欠陥イメージ図
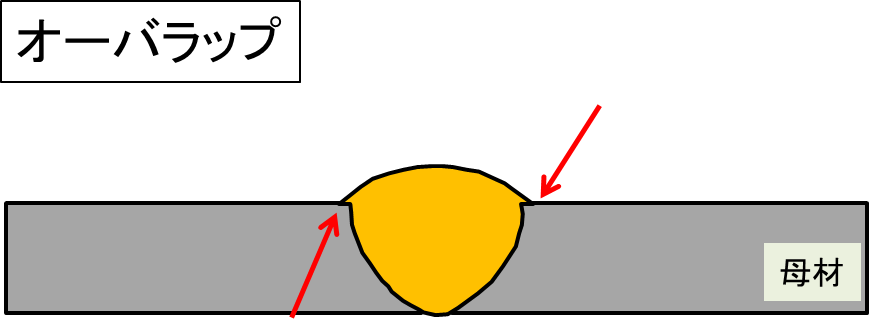
オーバラップとは、溶接の止め端に沿ってビードが覆い被さっている状態です。
原因
- 溶接速度が遅すぎる
- 溶接電流が小さすぎる
-
溶接棒の径が合っていない
ブローホール
溶接欠陥イメージ図
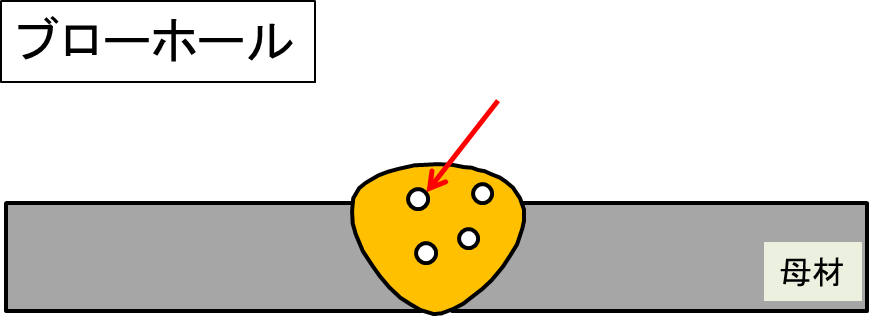
ブローホールとは、ビード部分に残った気孔のことです。
原因
-
溶接電流が過大
-
シールドガスが不足
-
溶接棒や母材が吸湿している
-
不純物の混入、母材の表面処理や黒皮など
ピット
溶接欠陥イメージ図
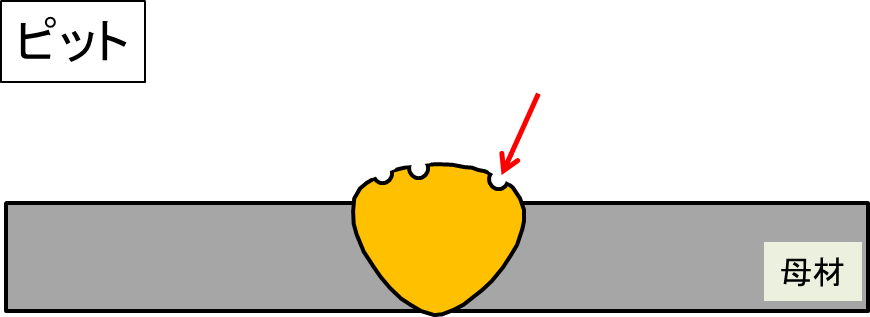
ピットとは、ブローホールの気孔がビードの表面に現れた状態です。
原因
-
溶接電流が過大
-
シールドガスが不足
-
溶接棒や母材が吸湿している
-
不純物の混入、母材の表面処理や黒皮など
スラグ巻き込み
溶接欠陥イメージ図
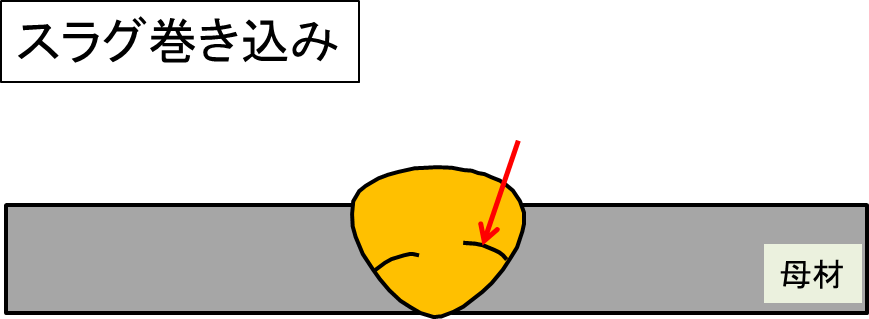
スラグ巻き込みとは、溶接棒の被覆材がビード内部に入った状態です。
原因
-
溶接速度が小さい
-
溶接速度が速すぎる
-
スラグの除去が不完全
溶込不良
溶接欠陥イメージ図
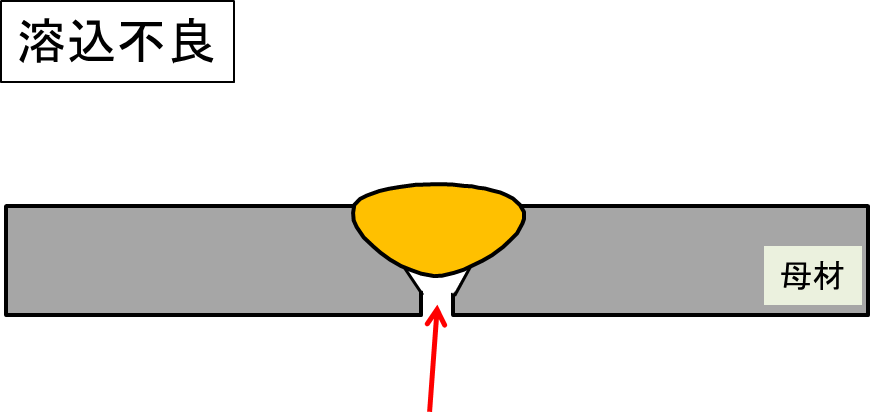
溶込不良とは、予定よりも溶込みが不足している状態です。
原因
-
溶接電流が少ない
-
開先の角度が狭い
-
溶接速度が速すぎる
融合不良
溶接欠陥イメージ図
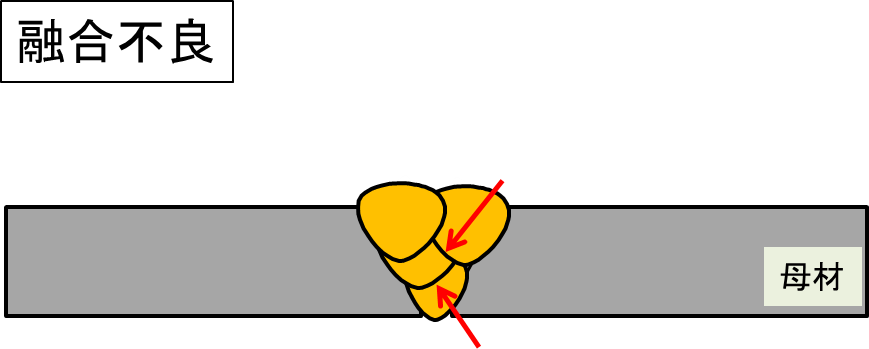
融合不良とは、溶接金属の境界が融着(溶け合う)していない状態です。
原因
-
溶接電流が低い
-
溶接位置が悪い
割れ
溶接欠陥イメージ図
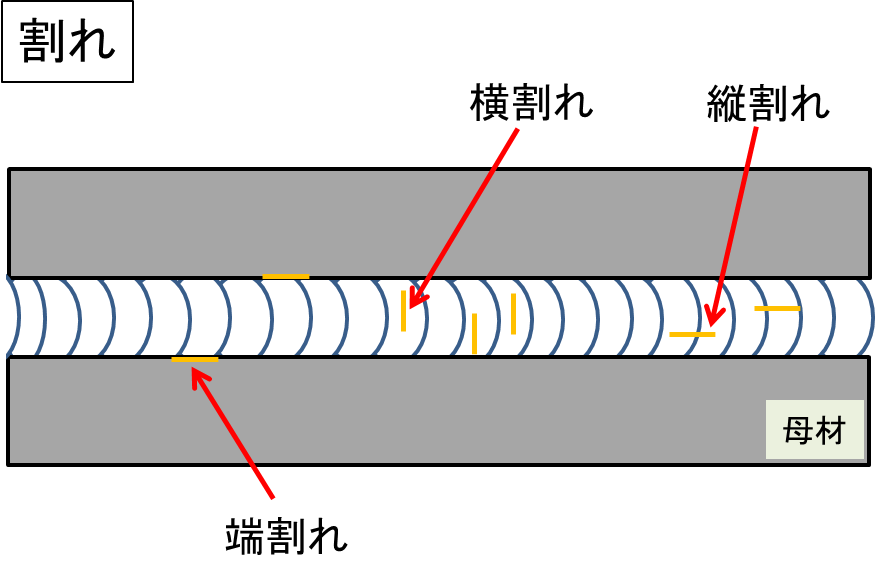
割れは、溶融後の冷却時に引張応力や拘束が大きい場合にビードや境界などに割れが起きることです。
原因
-
急冷している
-
熱を入れすぎている
-
溶接棒が吸湿している
-
溶接棒に硫黄が多いと水素の影響で割れる
溶接欠陥のポイントまとめ
それでは、溶接欠陥のポイントをまとめておきます。
- 溶接欠陥は外観、漏れ、強度低下に影響する
- 内部欠陥と表面欠陥に区別される
- 内部欠陥の検査には検査機が必要、表面欠陥は検査機不要で一般的
- どの溶接欠陥にも共通している原因は、溶接電流が合っていない、溶接棒の吸湿や角度が合っていない、溶接速度が速すぎたり遅すぎる、である。
以上4つが大切なこと思います。覚えておきましょう
今回の記事はこちらを参考させていただきました。
- 参考書籍:溶接作業ここまでわかれば「一人前」 著:寺田昌之
関連記事:【材料/溶接/加工/表面処理】
以上です。