
今回は「シャフトや軸の振れ量の測定/振れの矯正」についての記事です。
シャフトはあらゆる構造や機構に使用される円柱の部品ですが、どのような使用方法であっても「振れ(曲がり)」が大きいとトラブルの原因となってしまいます。そのため、シャフトを使用する場合は前段階で「振れ(曲がり)」の測定や矯正をおこなうことが一般的です。
そこで今回の記事では、シャフトの振れ量(曲がり)の測定や曲がりの矯正方法についてまとめておこうと思います。
記事の目次
シャフトや軸の振れ量の測定
シャフト(軸)とは
シャフト(軸)とは、棒状の「回転部品」であり「柱」「昇降」「横行」などの支持部品でもあります。
回転軸としても支持としても、使用する為にはシャフトに振れ(曲がり)が少なくなければいけません。
振れの問題点
シャフト(軸)に振れ(曲がり)があると精度が安定しません。
振れの問題
-
レベル(高低差)が定まらない
-
垂直/鉛直の精度が定まらない
-
バックラッシュの調整が上手くできない
-
チェーンやベルトなどのテンションが強くなったり、弱くなったりする
このような事が起きては良いことありませんよね。
例えばミスミで購入するようなシャフトであれば振れはまずないでしょう。
しかし製作の場合には材料や加工方法の問題により振れているシャフトが入荷する事があります。
ですから、私の場合は製作品のシャフトは必ず振れの測定をおこないます。
振れの測定方法
私が行っているシャフトの振れ(曲がり)の測定方法は下記の2つです
-
Vブロックとダイヤルゲージ
-
専用治具
それでは次項から解説していきます。
振れの測定
Vブロックとダイヤルゲージ
Vブロックとダイヤルゲージを使用する方法はシャフトなどの円形部品の測定方法として定番です。
簡単な作業ですが測定する前に注意しておきたい事がありますので確認しておきましょう。
注意したいこと
-
Vブロックはセットで使用する・・・Vブロックは相性があります。0点確認すれば数値に違いがあるハズなので分かります。
-
0点を必ず確認する・・・Vブロックの真上(支持しているところ)が基準です。2箇所とも測定します。
-
Vブロックの摩耗・・・シャフトを直接接触させると摩耗するリスクがあります。
参考
*Vブロックについてはこちらの記事をご覧ください。
-

-
Vブロックはペアで使用する【ヤゲン台の弱点と対策】
記事の目次1 Vブロック(ヤゲン台)とは1.1 どのような時に使用するのか2 Vブロックの弱点2.1 摩耗や変形の対策3 ...
続きを見る
*ダイヤルゲージについては下記の記事をご覧ください
-
-
てこ式(ピーク形)ダイヤルゲージの測定子の角度【測定誤差の実験】
今回は「てこ式(ピーク形)ダイヤルゲージの測定子の角度」についての記事です。 てこ式のダイヤルゲージは測定 ...
続きを見る

測定方法
それでは、Vブロックを使用した測定方法を解説していきます。
まずは、Vブロックにシャフトをセットします。
セットしたらシャフトをVブロックに馴染ませて(座りを良くする)安定させましょう。
ポイント
-
シャフトの大きさに応じてVブロックの溝の大きさ(V溝の角度)を変えてください。V溝が小さすぎても大きすぎても安定性に欠けます。
Vブロックにシャフトをセットする

シャフトのセットが完了したら、0点の確認をします。
2個のVブロックの真上の数値が同一となる必要がありますが、もしズレが生じている場合は「Vブロックのセットの間違い」「ゴミが噛み込んている」「Vブロックの摩耗」が考えられます。
目標は「0.01mm以下」とし0点を合わせてください。
ちなみにですが、ダイヤルゲージの種類は標準型でもテコ式でもどちらでも良いですが、径が小さいシャフトはテコ式がおすすめです。標準型のダイヤルゲージはスピンドルが縮んだときに測定子を押しかえす力が強いので、小径のシャフトが測定子に押されてたわんでしまいます。たわみは振れ測定の正確性を欠くので、避けたほうが良いのです。
測定イメージ

0点の設定が出来たら振れ量の測定を行います。
基本の測定ポイントはシャフトの中心ですが、測定ポイントはシャフトの全長が長くなるほどポイントを増やして測定した方が正確性が増します。
ただし、長いシャフトは自重でタワミが発生するモノがあるのでVブロックのセット位置や測定ポイントは臨機応変に対応してください。
測定のポイント
-
振れ量の確認にはシャフトを回転させながら変位量を読取ってください。
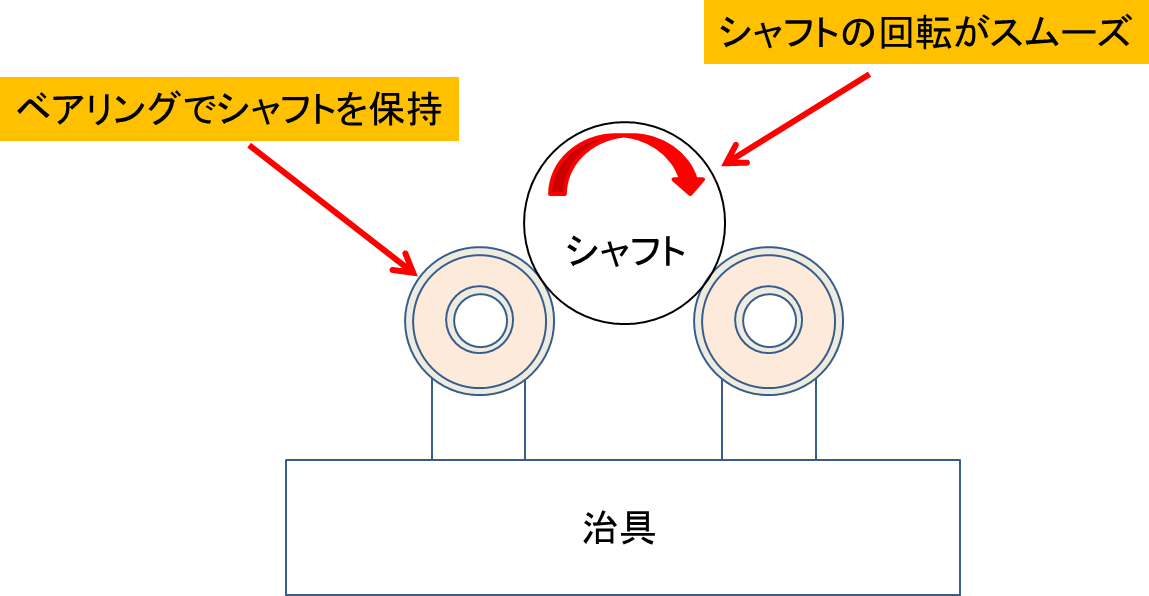
専用治具
シャフトの振れ測定を容易にする為に、Vブロックの代替えとなる治具を作る方法があります。
例えば、2個のベアリングを使用した治具を考えますと、下記のイメージ図のような治具となります。*実際に私は自作して使用しています。
この治具はシャフトにベアリングを挿入する必要がなく、シャフトがスムーズに回転するので測定を容易にすることが出来ます。
もちろんこのような治具は2個必要で0点も同一となるように製作する必要があります。
治具のイメージ
曲がりの矯正
ここまではシャフトの振れ測定について解説しましたが、もし振れ量が規定値を上回った場合は再製作か矯正(修正)をしなければなりません。
矯正の方法としては、振れの状態やシャフトの大きさ/形状にもよりますが、基本的な方法としては「押して矯正する」が一般的です。
シャフトの矯正方法
-
人手で押す
-
ハンドプレスで押す
-
油圧プレスで押す・・・プレスには大小さまざまな種類(出力)があります。
このような方法あります。例えば12mmの丸棒のような小径でしたら簡単に曲がりるので「人手で押す」で矯正が可能です。
しかし、シャフト径が大きくなる程に矯正する力も強くなる必要があるので、状況に応じて矯正方法を検討しましょう。
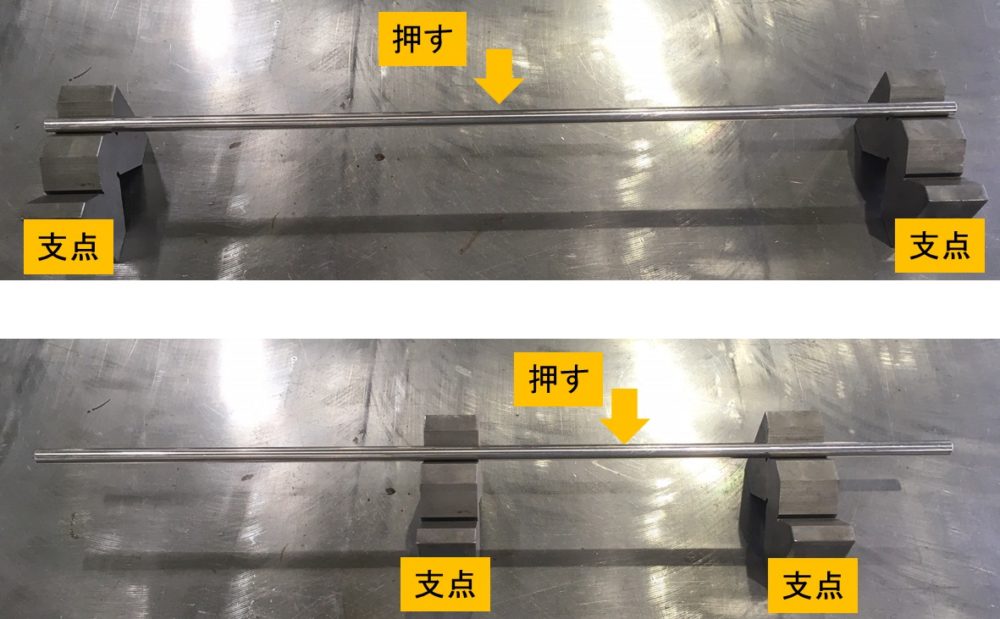
また「押して矯正する」と言ってもシャフトのどこの部分を押すのか?が非常に重要となります。
それにはシャフトの振れ量の傾向を把握した上で検討すべきで、シャフトの「押す部分」と「支点部分」の位置を決定します。
ここを見誤ると振れ量が増えたりネジレてしまい状況が悪化します。
*経験が必要となる作業です。
どこを押すのか?
もし「自分では矯正できない」「矯正しても精度がでない」「シャフトが大きいので手におえない」などの場合には素直にシャフトの矯正を専門とする業者さんへ依頼する方が良いでしょう。
シャフトや軸の振れ量の測定のポイントまとめ
それでは、シャフトや軸の振れ量の測定について重要なポイントをまとめておきます。
ポイント
- シャフト(軸)とは、棒状の「回転部品」であり「柱」「昇降」「横行」などの支持部品でもあります
- シャフト(軸)に振れ(曲がり)があると精度が安定しません
- 振れの測定は、Vブロックとダイヤルゲージを使用する方法が定番です
- 振れの矯正方法は、「押して矯正する」が一般的です
以上4つのポイントが大切です。
今回はシャフトの振れ測定と修正方法について解説しました。私のが見てきた中では0点の確認を忘れる人が意外と多いという印象です。
0点にズレが生じていると測定結果が間違っていたり間違った対処方法をしてしまったりと良いことはありませんので必ず確認する癖を付けましょう。
*Vブロックの購入はこちらから
*ダイヤルゲージの購入はこちらから
*マグネットスタンドの購入はこちらから
関連記事:【精度測定/精度調整】
以上です。