
今回は「溶接とは/溶接の種類と特徴まとめ」についての記事です。
溶接と言えば、部品や架台/フレームの製作に必要不可欠な接合方法で、特に私のように機械装置業界に従事している人にとっては非常に身近な存在です。
一般的に溶接と言えば、アーク溶接やTIG溶接を思い浮かべるかもしれませんが、実は溶接には多くの種類があり、その方法も多様です。
そこで今回は、溶接の種類の紹介と普及率が高くより身近な溶接方法についてまとめておこうと思います。
記事の目次
溶接とは
溶接とは、母材(材料)を溶かして接合することです。
JIS規格のJISZ 3001-1では、、、
-
2個以上の母材(溶接材)を,接合される母材間に連続性があるように,熱,圧力又はその両方によって一体にする操作
とされています。

溶接の種類
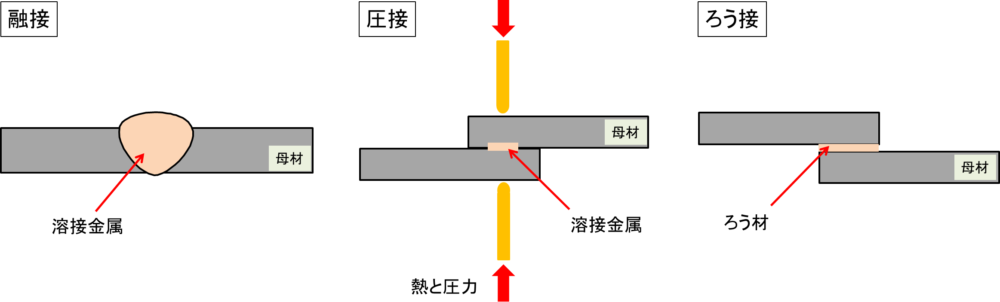
溶接には大きく分けて3つの種類があります。
-
融接・・・局部的に加熱して溶かして接合する
-
圧接・・・熱と圧力によって接合する
-
ろう接・・・母材よりも融点が低い材料を浸透させて、母材を溶かさずに接合する
溶融と圧接とろう接の違いイメージ図
溶接の種類
これら3つの種類から、溶接の方法によってさらに細かく分類されています。
溶接の種類
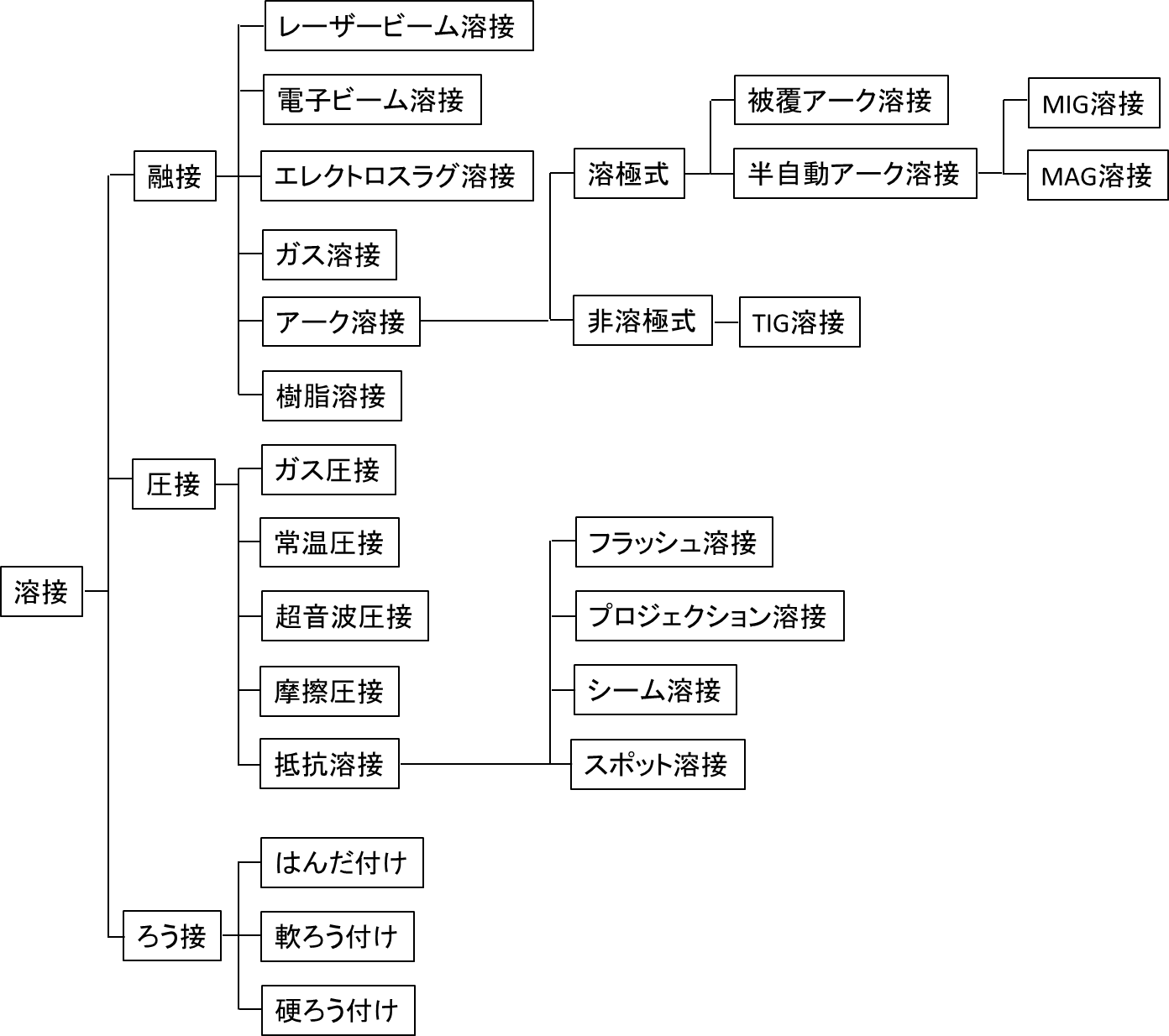
このように多くの溶接方法の種類があります。(ここで紹介していない溶接方法もあります。)
溶接と聞きますと、すぐに頭に浮かぶのは「金属の溶接」かもしれませんが、溶接には金属以外に樹脂の溶接もありますが、樹脂の溶接については別の記事で紹介できればと思います。
それでは、数ある溶接の種類の中で、普及率の高い方法や私の身近な溶接について、詳しくまとめて行こうと思います。
融接
溶接の種類の中でも、融接の分類である、被覆アーク溶接、半自動アーク溶接、TIG溶接の3種は普及率が高く、溶接で部品を製作する時にはこの3種のいずれかの方法を選択することが多いともいます。
被覆アーク溶接
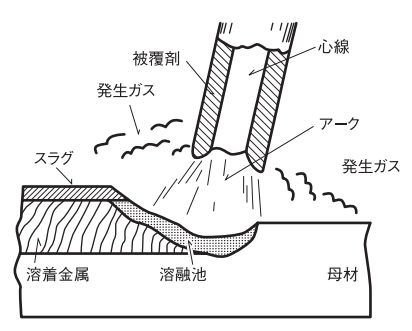
被覆アーク溶接とは、被覆アーク溶接棒(電極)と呼ばれる金属の心線を被覆材(フラックス)で被ているものと、母材との間にアークを発生させることで、高温になった溶接棒と母材が溶融する溶接する方法です。
近年、被覆アーク溶接から半自動アーク溶接への移行が進んでいる(需要の減少)ため使用率は減少傾向ですが、悪環境の現場作業では利便性や狭い場所での溶接、シールド性が良いなどの理由で被覆アーク溶接の使用が多いと思います。
出典:ニッコー熔材製品 総合カタログ 被覆アーク溶接
特徴
-
アーク溶接のアークは5000度~7000度
-
アークの高温により、溶融部を空気から保護する
-
被覆材が高温でガスとなるためシールド性が良く、風に強い
-
被覆材に溶接金属に必要な合成成分を添加することができる
-
被覆材はスラグとなり、溶接金属の表面を覆うことにより空気遮断と急冷を防ぐ効果がある
デメリット
-
スラグの除去が面倒で、除去したスラグはゴミになる
-
トーチ=溶接棒の溶融が進むにつれて、手送りする必要があるため技量が必要
-
金属と被覆材が高温によって蒸気なるヒュームが発生する。法令によって防塵マスクの着用義務がある
-
被覆材は吸水性があり、湿気を含んでいると水素と酸素が発生し悪影響を及ぼす。(溶接棒の乾燥機を使用するなど)
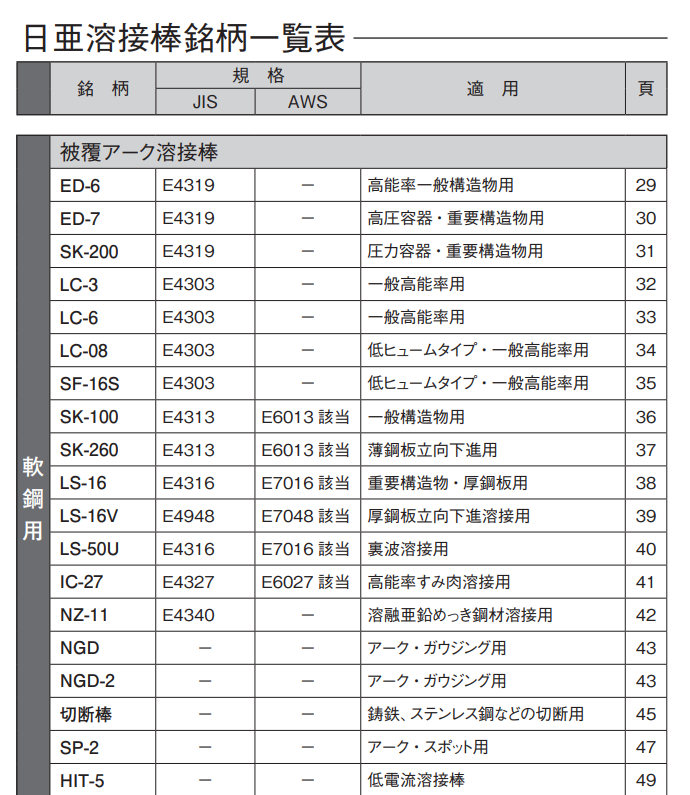
溶接棒は使用用途によって選定します。
-
心線の種類・・・母材の種類によって使い分ける
-
心線の太さ・・・母材の板厚によって使い分ける
-
被覆材の種類・・・母材の種類や厚みによって使い分ける
下記に溶接棒の一部を紹介しますが、これら以外にも多くの種類があるので、普段やらないような母材を溶接する時にはカタログを参照して選定すると良いと思います。
被覆アーク溶接の参考動画
こちらのユーチューバーさんの動画は参考になります。
半自動アーク溶接
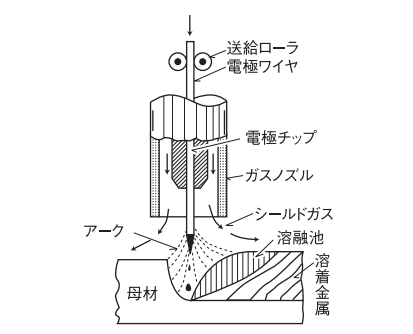
半自動アーク溶接は、トーチの送りは手動で、溶接ワイヤ(電極)は自動供給されるため半自動と呼ばれるアーク溶接です。
半自動アーク溶接の普及率は被覆アーク溶接より高く、現場作業と言うよりも工場内での製缶で使用されることが多いと思います。
出典:ニッコー熔材製品 総合カタログ ミグ・マグ溶接
特徴
-
アーク溶接のアークは5000度~7000度
-
溶接ワイヤが自動送りなので、初心者でも扱いやすい
-
溶接ワイヤの供給が速くて安定しているため、溶接スピードが速くなる
-
ノンガスワイヤー(フラックス入りワイヤ)を使用すれば、シールドガスが不要
デメリット
-
スパッタが多い
-
シールドガスを使用する場合、トーチから吹き付ける構造のため風の影響を受けやすい
-
シールドガス量の不十分、トーチが母材から離れている、風の影響がある、などの場合は気孔(ブローホールやピット)ができる。強度だけでなく配管の場合は漏れる原因となる。
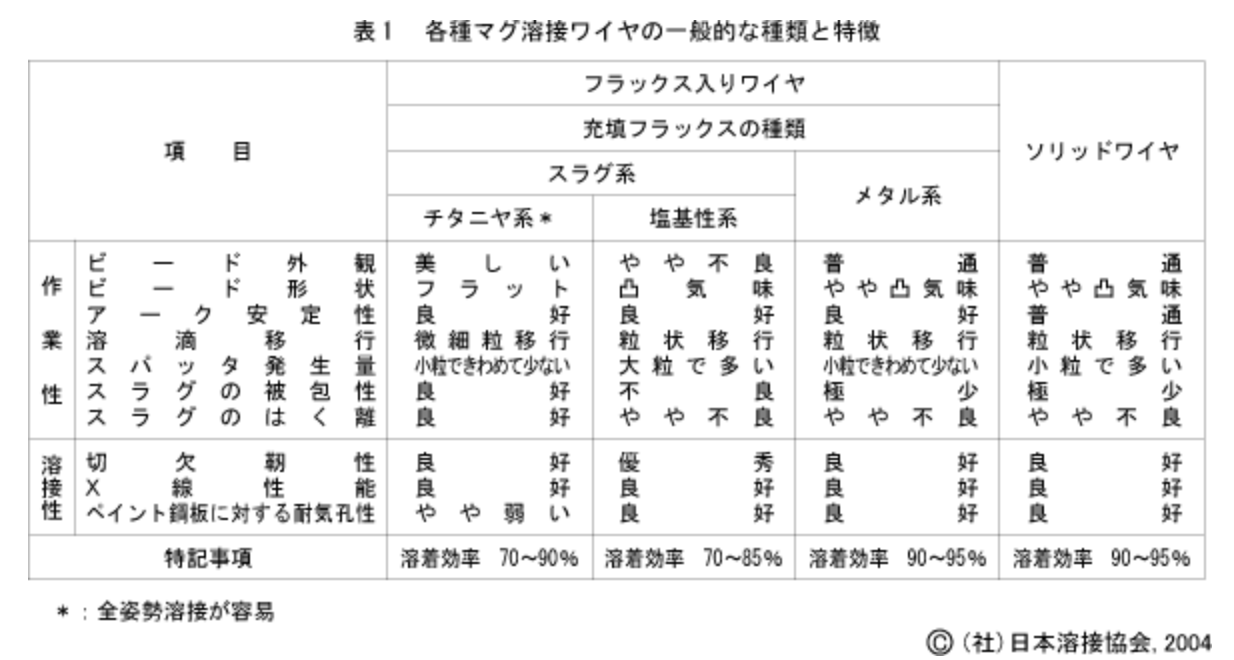
溶接ワイヤには種類があります。
-
ソリッドワイヤ・・・金属だけでできているワイヤ。溶け込みが良いがスパッタが多く、ヒュームの発生は少ない
-
フラックス入りワイヤ・・・フラックス(被覆アーク溶接の被覆材とおなじ)が配合されているワイヤ。アークが安定していて、スパッタが少なくスラグの剥離性が良いが、ヒューム(金属と被覆材の蒸気)の発生が多い。
溶接ワイヤは多くの種類があるので、普段やらないような母材を溶接する時にはカタログを参照して選定すると良いと思います。
出典:日本溶接協会 ソリッドワイヤとフラックス入りワイヤ
半自動アーク溶接の種類
半自動アーク溶接には使用するガスによって2つの種類があります
-
MIG溶接・・・シールドガスにアルゴン(Ar)またはヘリウム(He)の不活性ガスを使用するか、アルゴンとヘリウムの混合ガスを使用する
-
MAG溶接・・・シールドガスに炭酸ガス(CO₂)とアルゴン(Ar)の混合ガスを使用する
MIG溶接は、不活性を使用することで酸化しやすい材料に使用されます
*このような材料に使用される
-
チタン
-
アルミニュウム
-
銅
-
ステンレス
MAG溶接は、炭酸ガスの効果で深く溶け込み綺麗に仕上がります。ただし、酸化しやすい金属には使用できません。
*このような材料に使用される
-
鉄
-
ステンレス
半自動アーク溶接の参考動画
こちらのユーチューバーさんの動画は参考になります。
TIG溶接
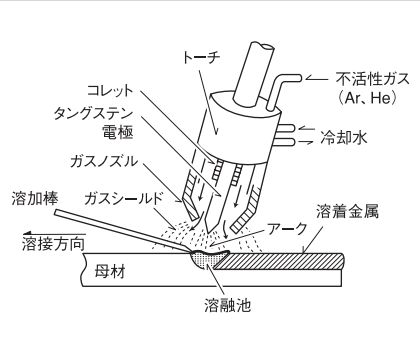
TIG溶接とは、タングステンをアーク放電の電極とし母材を溶融させる溶接方法で、シールドガスにはアルゴンガスやヘリウムガスを使用します。トーチと溶接棒が別なので、両手を使って溶接するため技量が必要になります。
出典:ニッコー熔材製品 総合カタログ TIG溶接
特徴
-
スパッタが少ない
-
ほとんどの金属の溶接ができる
-
ヒューム(金属と被覆材の蒸気)が少ない
-
アークの幅が広く、溶融する部分が広いので溶け込みが良い
-
アルゴンガスやヘリウムガスを使用するため、溶接ビートが綺麗
-
溶融のコントロールができるので、薄板や小さな材料でも溶接ができる
-
気孔(ブローホールやピット)ができることが殆どなく、気密が必要な溶接に向いている
デメリット
-
アルゴンガスは高価なので、コストが大きい
-
トーチと溶接棒を両手を使い溶接するため、技量が必要
-
溶接棒を手送りで供給するため、溶接の時間がかかる
-
シールドガスをトーチから吹き付ける構造のため風の影響を受けやすい。シールドが不十分になる。
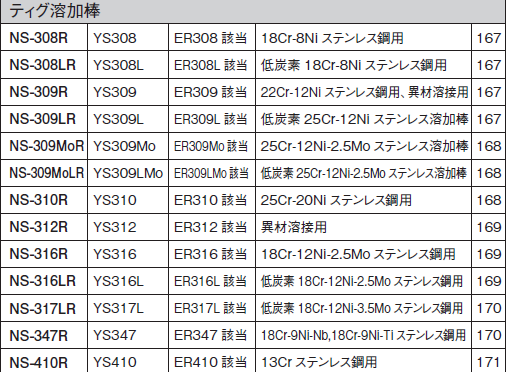
TIG溶接は、鉄、ステンレス、アルミニュウム、チタンなど、溶接できる金属の種類が多いので溶接棒もその分種類が豊富です。
下記に溶接棒の一部を紹介しますが、これら以外にも多くの種類があるので、普段やらないような母材を溶接する時にはカタログを参照して選定すると良いと思います。
出典:出典:ニッコー熔材製品 総合カタログ TIG溶接棒
TIG溶接の参考動画
こちらのユーチューバーさんの動画は参考になります。
圧接
圧接で身近な方法は、スポット溶接でしょう。薄板の接合や板金部品に使用されることが多いと思います。
ここでは、圧接の代表的なスポット溶接と、私個人的に興味がある摩擦圧接についてまとめておきます。
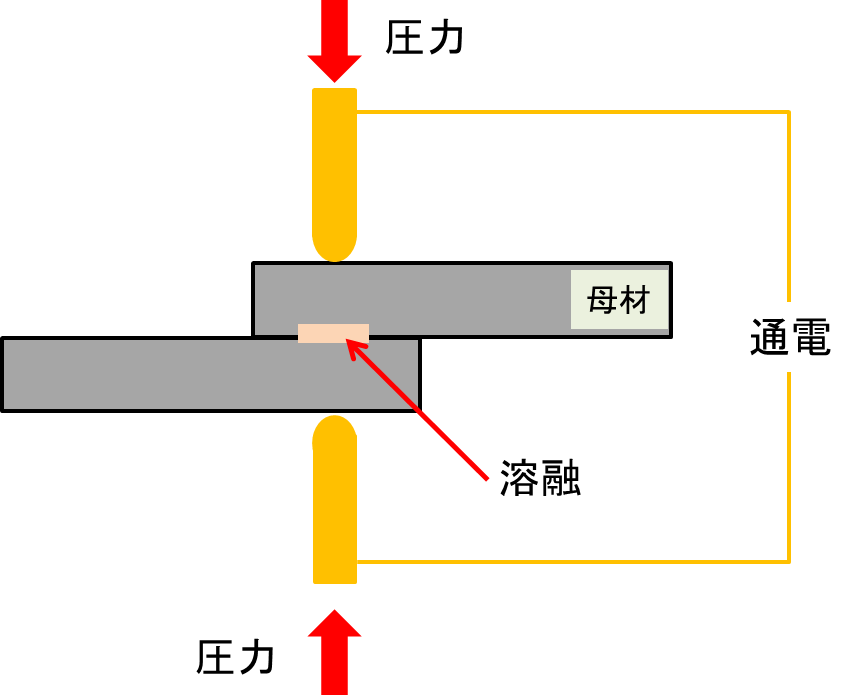
スポット溶接
スポット溶接とは、圧力によって母材と母材を密着させて、その部分に電流を流し加熱することで母材を溶融させる接合方法です。
スポット溶接のイメージ図
特徴
-
溶接棒(溶接材)が不要
-
溶接が簡単で、特別な技能は必要ない
-
見た目では溶接してあるかわかり難く、綺麗に見える
-
スポット溶接機にセットして機械的に溶接するので、溶接速度が速い
デメリット
-
圧力を加えるので溶接部分が凹む
-
母材の種類、厚さによって電極を変える手間がある
-
厚い材料は加熱しきらないので溶接できない(溶融しない)
-
溶接面積が少なく、溶接棒を使用しないので、強度が弱い
スポット溶接の参考動画
こちらの動画が参考になります。
摩擦圧接
摩擦圧接とは、母材同士を押し付けて高速回転ですり合わせて、摩擦熱によって溶融させて接合する方法です。
特徴
-
樹脂の接合が可能
-
ヒュームが発生しない
-
異種金属の接合ができる
-
溶接棒やシールドガスが不要
-
接合強度や精度に再現性がある
-
接合強度が母材よりも高くなる
-
融接が困難な母材でも接合できる
デメリット
-
高速回転ですり合わせるので、母材の強度が必要
-
接合部は溶融した母材がカール状に突起するので除去が必要
-
回転させるので、母材が円形やそれに近い形状である必要がある
-
厚みが薄い材料は、固定ができない(変形する)ので摩擦圧接できない
摩擦圧接の参考動画
こちらの動画が参考になります。
ろう接
ここでは、ろう接のなかでも古くから馴染みのあるろう付けについてまとめておきます。
ろう付け
ろう付けとは、母材を溶かさずに、融点の低い材料(ろう材)を加熱し液体にすることで母材に浸透させ接合する方法です。
ろう材の加熱には、バーナーを使用することが多いと思いますが、炉での加熱や高周波による加熱でろう付けする方法もあります。ろう付けで接合できる母材はアルミニュウム、銅、真鍮、ステンレスなどがあります。
また、ろう付けにはろう材の溶融温度によって種類があります。
-
軟ろう付け・・・450度以下で溶融する材料を使用する
-
硬ろう付け・・・450度以上で溶接する材料を使用する
このような種類分けがあります。
特徴
-
異種金属や樹脂の接合が可能
-
大がかりな設備が不要なので、DIYでも可能
-
母材を溶融することがないので、変形しない
-
溶融したろう材が毛細管現象で浸透するので気密が高い。銅配管など
-
ろう材の融点は低いので、ろう材だけを加熱すれば母材を分離できる
デメリット
-
強度が低い
-
母材同士の隙間が大きいと接合が難しい
-
ろう付けには、フラックスを使用して母材表面の酸化被膜を除去する手間がある
ろう材は、母材の種類だけでなく、ろう付けの方法や使用される環境によって多くの種類があります。
下記に、ろう材の一部を紹介します。

ろう付けの参考動画
こちらの動画が参考になります。
まとめ
今回は、溶接の種類について紹介しました。溶接には多くの種類があることがお分かりいただけたと思います。
私は時々ですが、被覆アーク溶接、半自動溶接、TIG溶接を行うことがあるのですが、商品価値に値する溶接はできていません。実際にやってみるとその難しさを痛感しますし、溶接工にリスペクトするばかりです。
*今回の記事はこちらを参考させていただきました。
- 参考書籍:溶接作業ここまでわかれば「一人前」 著:寺田昌之
- 参考サイト:日本溶接協会 / ニツコー熔材工業株式会社
*被覆アーク溶接の必需品、溶接棒の乾燥機の購入はこちらから
*ろう材の購入はこちらか
関連記事:【材料/溶接/加工/表面処理】
以上です。