
今回は「溶接によって溶接変形が発生する」についての記事です。
溶接は材料の結合方法として一般的ですが、溶接によって加熱された金属には変形が生じ、その変形には、美観が悪い、精度が悪い、強度が低下すると言ったトラブルが発生することがあります。
そのため、溶接作業には変形が少なくなるような対策をこうじる必要がありますし、もし変形してしまった場合には変形を修正することが必要となります。
そこで今回は、溶接によって変形する理由から変形の対策と修正方法まで、変形に関する情報をまとめておこうと思います。
記事の目次
融接の溶接
溶接には多くの種類がありますが、そのなかでも融接に分類される溶接は普及率が高く、部品製作に欠かせない方法です。
参考
*溶接の種類については、こちらの記事で解説しています
-

-
溶接の種類と特徴まとめ【溶かして接合する】
今回は「溶接とは/溶接の種類と特徴まとめ」についての記事です。 溶接と言えば、部品や架台/フレームの製作に ...
続きを見る

溶接の種類
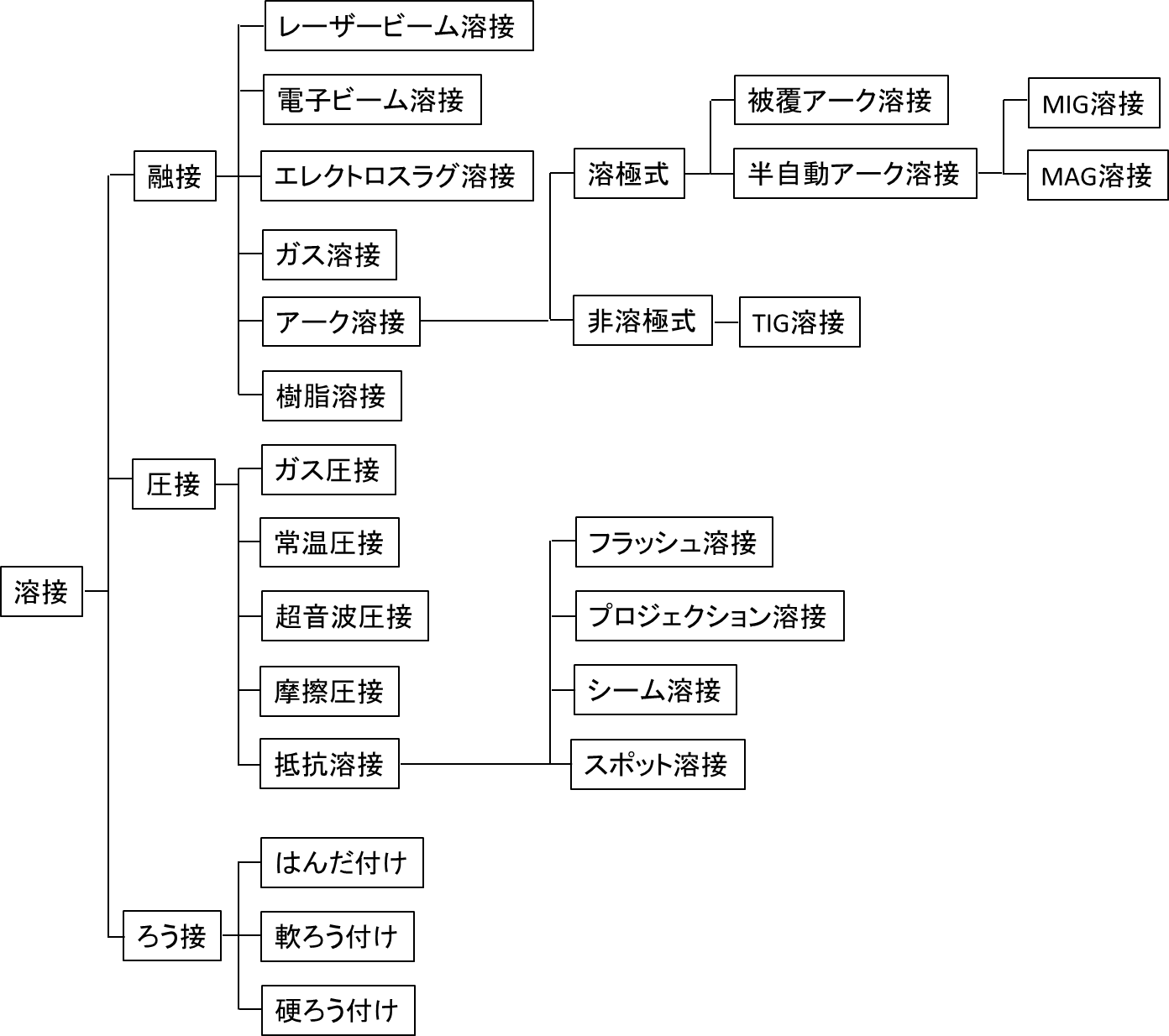
例えばこのような融接があります。
-
被覆アーク溶接
-
半自動アーク溶接
-
TIG溶接
この3種の溶接方法をご存じの方も多いと思います。
融接
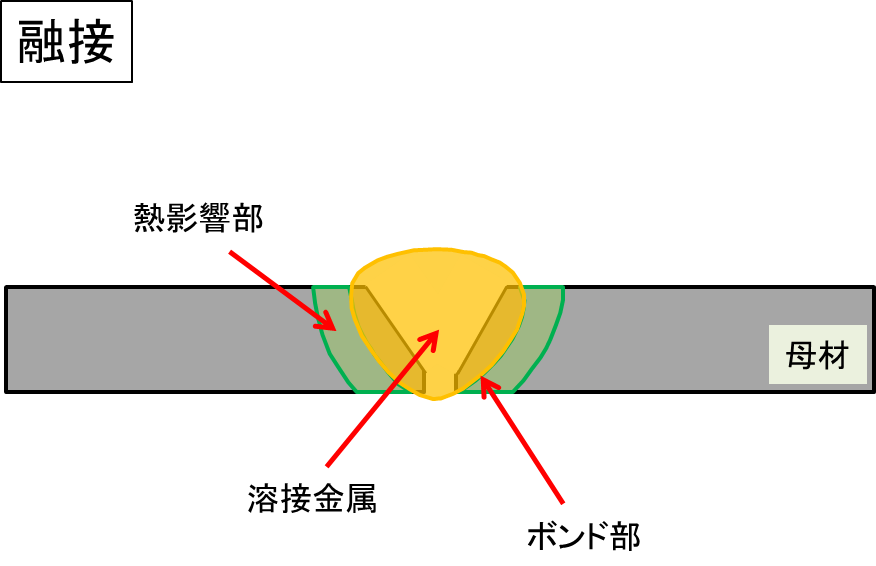
融接の溶接は、母材(金属の材料)を加熱することで溶融(金属が液体状に溶ける)させて、冷却し結合するのですが、実はこの過程(加熱と冷却)においてある問題が起きます。
ある問題点とは、、、
この3点です。
私は長年、機械装置の組立をおこなってきましたが、幾度となく問題が起きている製作部品たちに直面してきました。
特に溶接変形については、部品の精度に直結してるので悩ましい問題で、設計者の中には溶接変形を全く考慮しない図面や構造で製図する人もいるため、トラブルが絶えないのです。
溶接変形の発生
溶接変形とは、溶接によって母材(材料)が膨張と収縮を起こし、変形(反り)することです。ひずみとも呼ばれます。
まずは、下記のイメージ図をご覧ください。
溶接部分の膨張と収縮
膨張
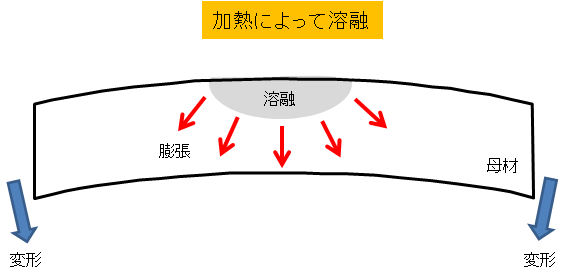
収縮
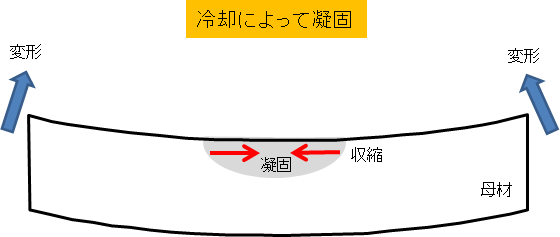
溶接を行うと、母材(金属)の溶接部が部分的に高温(加熱)になり溶融(金属が溶けて液体になること)し、その後、冷却によって凝固します。
厄介なことに、溶接部には膨張と収縮が起きますが、それ以外の周囲の部分は加熱されないので膨張/収縮がおきません。そのため、膨張と収縮が周囲に拘束されて変形が起きてしまうのです。
溶接変形(ひずみ)の分類
溶接変形は、その変形の仕方、変形の具合などによって6つの種類に分類されています。
下記の資料で、変形の分類を確認してください。
出典:(社)日本溶接協会/溶接情報センター 第3章溶接構造の力学と設計 3-4溶接変形と残留応力
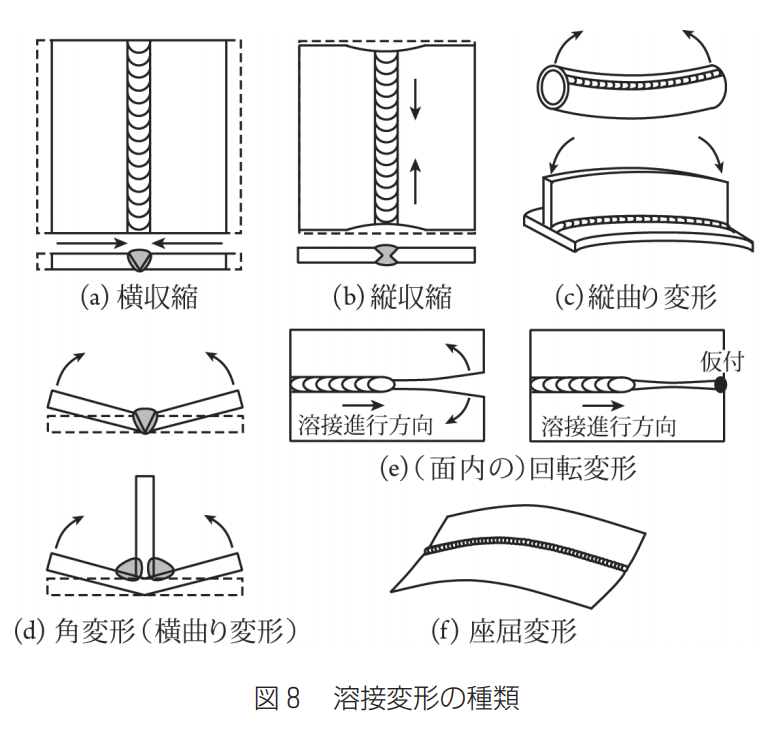
溶接変形の分類
-
横収縮・・・溶接方向に直角に縮む
-
縦収縮・・・溶接方向に縮む
-
縦曲がり変形・・・溶接方向に弓のように曲がる変形
-
回転変形・・・母材と母材の隙間が溶接に従って開いたり閉じたりする
-
角変形・・・溶接側に折れるように変形
-
座屈変形・・・薄板の溶接で起きる。波を打つような変形
溶接の溶融/凝固によって、このような変形が起きるのですが、ではこの変形によって起きる問題にはどのようなことがあるでしょうか?
変形によって起きる問題
-
美観が悪い・・・変形しているので、見た目が悪く商品価値が下がる
-
精度が悪い・・・部品単体の精度、例えば「平行」「直角」「穴位置」などの狂いや、組立精度に影響する
-
強度が低下する・・・荷重がかかる方向によって問題となる
変形の度合い(どのくらい変形しているか)が大きくなればなるほど、美観も精度も強度も悪くなっていきます。
溶接変形(ひずみ)の対策
溶接変形によって「美観」「精度」「強度」が左右されてしまうので、変形を起こさないようにしたいところですが、実際はそうもいきません。それは、金属を加熱すると膨張と収縮が必ず起きるため、変形を「起こさない」ようにすることはできないのです。
しかし、変形が起きることを前提として考えれば、変形量を少なくしたり、変形を予測して溶接することで完成形での変形を最小限に抑えることは可能だと思います。
変形の対策を考えてみますと、このような案があります。
-
仮付けする
-
開先の形状(溶接の面積や開先角度)
-
加熱しすぎない
-
溶接個所を少なくする
-
溶接の順番を考える
-
逆ひずみを使用する(変形を予測)
-
治具や梁/筋交いで固定をする
それでは、上記の対策についてもう少し詳しくまとめておきます。
仮付けする
仮付けとは、その名の通り「仮に固定しておく」と言う意味で、本溶接の前段階に母材と母材を仮付けしておくと、本溶接での回転変形を抑制することができます。
ただし、仮付けの点数が多すぎると膨張/収縮が拘束されすぎるので、予測できない変形が起きる可能性があります。
仮付けのポイント下記の3点です。
-
等ピッチで仮付け・・・本溶接を阻害しない、仮付けによる変形、の対策として等ピッチで仮付けする
-
対称で仮付け・・・片側から仮付けを進めると変形がおきるので、手前ー奥、右ー左、上ー下のように交互に片側ずつ対象におこなう
-
千鳥で仮付け・・・仮付けの変形対策として、千鳥(互い違い)に仮付けをおこなう
このようなポイントに気を付けると良いと思います。
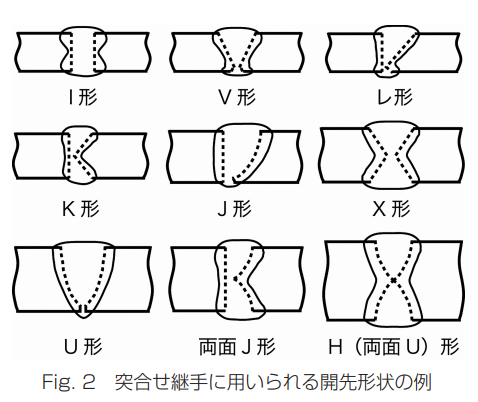
開先の形状(溶接の面積や開先角度)
開先とは、母材と母材の溶接部分に設けた溝のことです。
開先は、強度を高めたり、変形を抑制したりする効果がありますが、開先の形状や角度を闇雲に設けてしまうとトラブルが起きるので注意が必要です。
変形を考慮した適切な開先の角度は、代表的な開先ですとV形開先は60度とレ形開先は45度が目安となり、角度はできるだけ狭くする方が有効です
出典:日本溶接協会 第3章 溶接構造の力学と設計 溶接接合教室
加熱しすぎない
溶接を連続的にやり続けると、部分的に高温状態となるので変形の原因になります。
加熱しすぎないためには、断続的(間隔を空ける)に溶接をすると変形が抑えられます。
溶接個所を少なくする
溶接個所を少なくすると、加熱する部分が少なくなるので、変形の原因である膨張/収縮が起きにくくなります。
ただし、強度は低くなる可能性もあるので注意です。
溶接個所が少ない

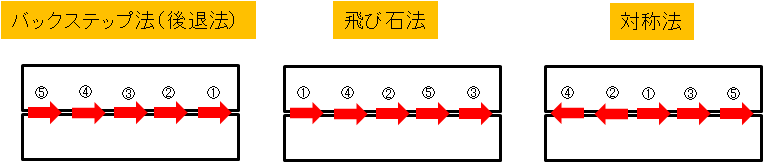
溶接の順番を考える
溶接を連続的にやり続けると、部分的に高温状態となるので変形の原因になります。そのため、溶接を連続的に行うのではなく順番に溶接する方法が有効です。
熱が集中しない方法
-
バックステップ法・・・横収縮、縦収縮、座屈変形に有効
-
飛び石法・・・縦収縮、座屈変形、回転変形に有効
-
対称法・・・横収縮に有効
ただし、連続溶接ではないので、溶接と溶接の継ぎ目に欠陥が生じやすいので注意が必要です。
溶接の順番
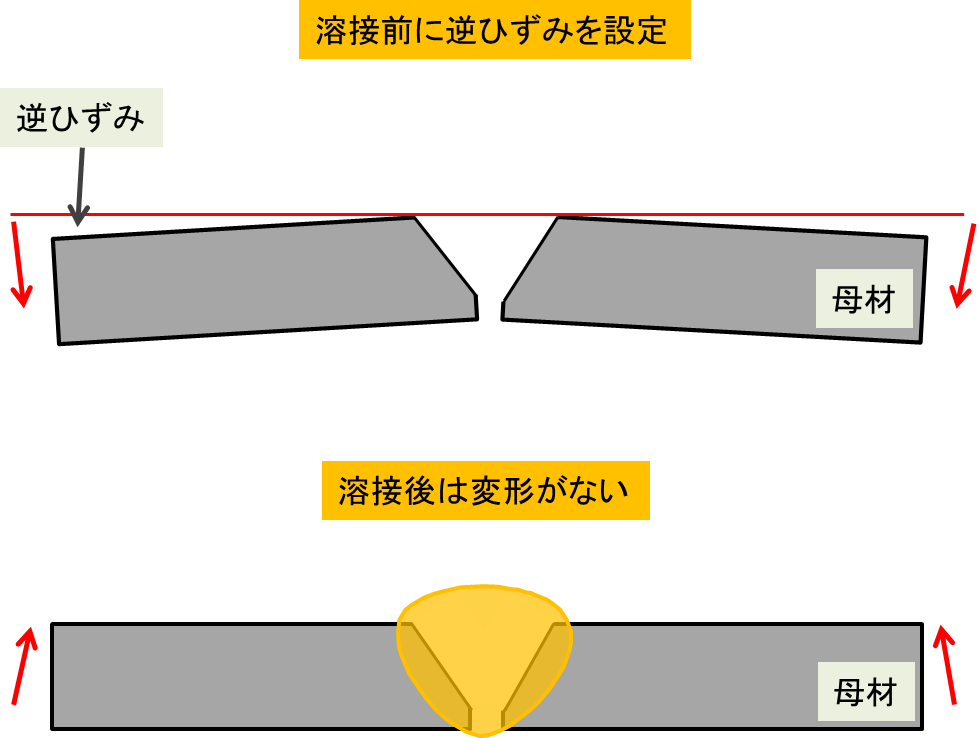
逆ひずみを使用する(変形を予測)
逆ひずみとは、溶接による変形をあらかじめ予測して、変形する方向とは逆側にあらかじめ変形させておくことです。
これにより、溶接による変形が逆ひずみを吸収するので、完成形の変形を少なくすることができます。
逆ひずみのイメージ図
治具や梁/筋交いで固定をする
治具や梁/筋交いで固定する方法は、溶接前に母材を拘束しておき、母材が変形ができないようにするやり方です。
治具の場合
-
母材を治具にボルトやシャコ万力(クランプ)で固定しておく
梁/筋交いの場合
-
母材を仮付けし図面寸法の状態で、梁や筋交いを溶接やボルトで固定する
このような方法で変形できないようにするのですが、変形しない反面、残留応力が大きくなり溶接割れがおきることがあるので注意が必要です。
変形したときの修正方法
前述までに、溶接変形が少なるような対策を紹介してきましたが、しかし実際にはいくら対策しても予想を上回る変形が起きてしまうことがあります。
その場合には、変形してしまった母材を修正する方法があります。
修正方法
-
加熱と冷却・・・バーナーやガスで母材を加熱/冷却し意図的に変形させる
-
叩く・・・ハンマーで叩いて修正する
-
圧力・・・プレスで押して修正する
この中でも、加熱と冷却で修正する方法は製缶作業では定番のやり方です。
*加熱によって意図的に変形させるためには、冒頭で解説しています「溶接部分の膨張と収縮」についての理解が必要です。
まとめ
今回は溶接変形について対策と修正方法をまとめてみました。溶接工の方にとっては当たり前の内容かもしれませんが、組立工の私のように溶接作業に関わらない人にとって知らない内容もあったのではないでしょうか。
機械装置業界に従事していれば、実際に溶接作業に関わらなくとも、溶接変形のトラブルに直面することは誰しもにあることだと思います。そのような場合には、今回紹介した内容が解決の糸口になる可能性がありますので、参考にしていただければと思います。
*今回の記事はこちらを参考させていただきました。
- 参考書籍:溶接作業ここまでわかれば「一人前」 著:寺田昌之
- 参考サイト:日本溶接協会
*材料の強度や変形についての勉強にはこちら
関連記事:【材料/溶接/加工/表面処理】
以上です。