
今回は「部品の表面粗さの測定方法【測定器とアラサ標準片で判断する】」についての記事です。
私は機械装置の組立工として、機械加工された部品を日常的に触れていますが、そのたびに疑問に感じていたことがありました。
それは、加工面の面粗度の判断があいまいで、図面で指示さている表面粗さに対してなんとなく見た目で判断していたのです。
そこで今回は、表面粗さの判断をなんとなく見た目ではなく、もう少し正確性を上げた判断方法なないものか?考えてみたいと思います。
表面粗さとは
表面粗さとは部品の表面の凹凸やうねりなどの状態の表す事です。
簡単に言いますと「表面粗さの数値が小さいとツルツルした表面」で「数値が大きいとザラザラした表面」となります。
表面粗さの表現方法
表面粗さの表現方法は、単位測定器で測定して得られた輪郭曲線パラメータから「Ra(算術平均粗さ)」や「Rmax(最大高さ粗さ)」「Rz(十点平均粗さ)」などの視点から表面荒さを数値化します。
*測定単位はマイクロメートル(㎛)です。
表面荒さと部品チェック
組立には「部品チェック」と言う作業があります。製作部品の部品チェックの場合は、製作図と出来上がった部品の整合性を確認する作業になります。
*部品チェックの解説はこちらの記事をご覧ください
部品チェックの主な確認項目
-
寸法
-
直角
-
平行
-
反り
-
表面荒さ
図面と照らし合わせて、このような項目を測定し検査します。
しかし、この中の項目にある「表面粗さ」に関しては、検査方法が分からず「なんとなく見た目」で判断していました。
なんとなくの判断では、人によって感じ方が違いますし、検査とは到底言えません。
そこで、表面粗さの測定や判断について改善できる方法を考えてみました。
表面荒さの測定を考える
表面粗さの測定や判断について、改善案を検討した結果2つの方法が挙げられました。
-
表面粗さ測定器・・・数値化
-
表面粗さの指標・・・基準に対しての触診と見た目
表面粗さの測定器
表面荒さの測定が出来る機器を調べると、触針式表面粗さ測定器(ミツトヨ)」と言う荒さ測定専用の機器がありました。
機能としては「検出器を表面に接触させてコントローラで数値化」ができるようです。
出典:ミツトヨ 表面粗さ測定器

数値化ができれば客観的に判断出来て良さそうですが、検討しますといくつか問題点が挙がりました。
-
高価(22万円~)
-
測定に準備が必要(時間がかかる)
-
維持管理(精度の保障)
これは導入するにはハードルが高そうです。一番のネックは金額ですが、測定に時間が掛かるのも避けたいところです。
表面粗さの指標
測定器が導入できないとなると、見た目や手の感触で判断するしかありません。しかし、今までのような「なんとなく見た目」での判断は避けたいところです。
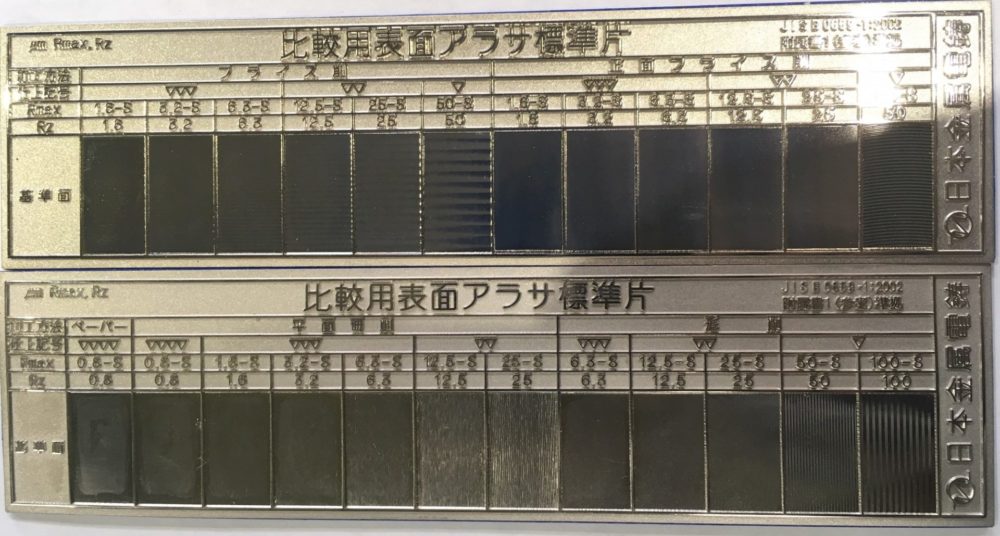
そこで発見した商品が「比較用表面アラサ標準片」です。
「比較用表面アラサ標準片」は、指標となる表面粗さの見本でなので、製作された部品と比べることができます。
指標

表面粗さの数値化は出来ませんが、この見本から簡易的ですが判断する事は可能だと思い購入しました。
購入したのは3種類です。
-
フライス削/正面フライス削
-
平面研削/形削
-
円筒の研削/丸削
指標
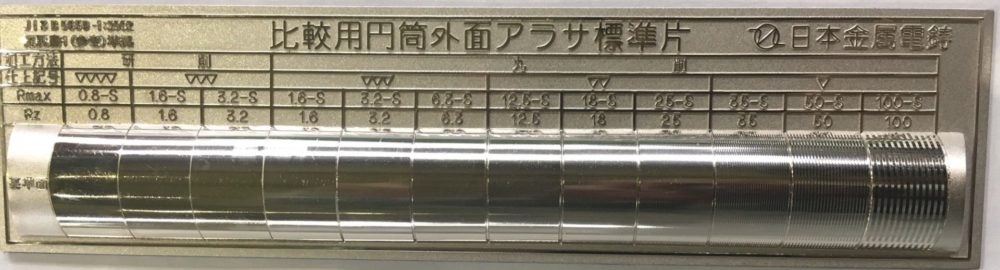
実は「比較用表面アラサ標準片」を導入して数年運用しています。
使ってみた感想ですが、数値化することができないので正確性が劣る面がありますが、指標があることである程度の自信をもって良し悪しを判断できるようになりました。
金額的にもそれ程高価ではありませんの、今のところで満足しています。
まとめ
今回は、表面粗さの測定について考えてみました。表面粗さの判断には測定器で数値化することが望ましいと思いますが、高価な測定器と測定の手間を考えると現実的ではないのかもしれません。職場の環境や、部品にどこまでの精度が必要なのか、、、様々な状況を考えた場合、表面粗さの指標で判断する方法も選択肢の1つとしてあっても良いのではないでしょうか。参考にしてください。
*比較用表面アラサ標準片の購入はこちらから
関連記事:【材料/溶接/加工/表面処理】
以上です。