
記事の目次
マイクロメーターの精度と注意点
マイクロメーターとは
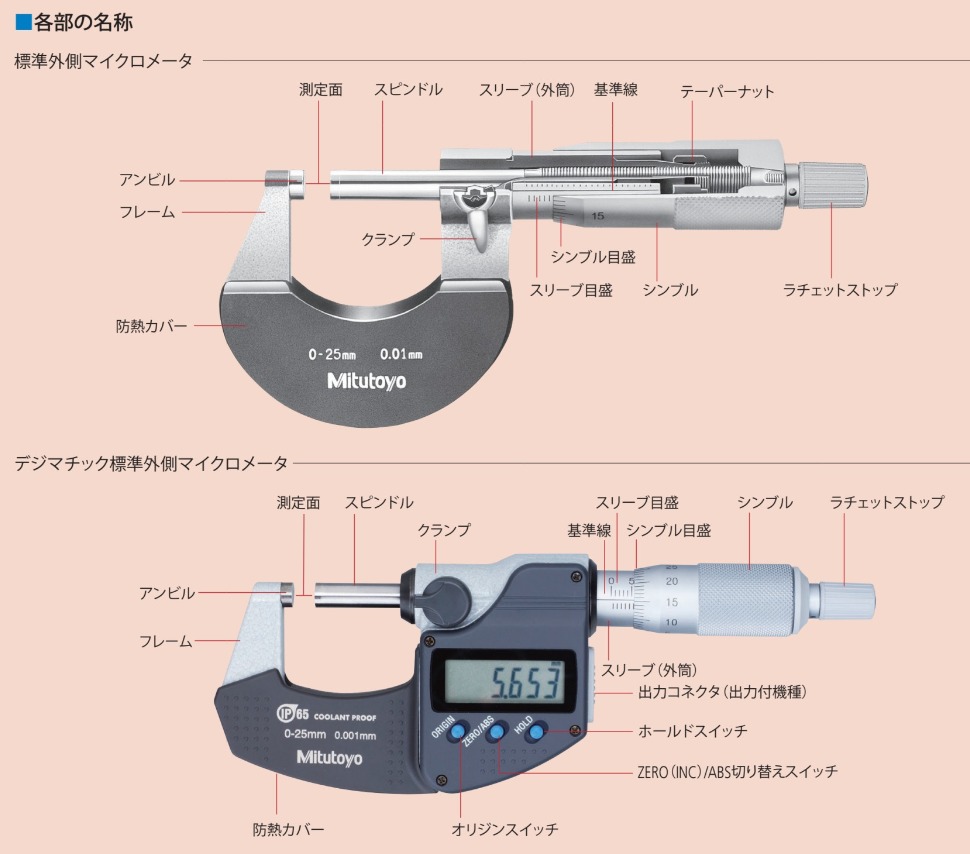
マイクロメーターとは形状の大きさや深さを測定する測定器です
出典:ミツトヨ マイクロメーター カタログ
マイクロメーターの類似の測定機に、穴の測定に特化したホールテストという測定器があります。詳しくは下記の記事をご覧ください。
ホールテスト

目盛りの値と器差精度
標準タイプのマイクロメーターの目盛りは0.01mm単位で、デジタルタイプは0.001mm表示ですが、標準タイプは目盛りのズレ量で「0.001mm=1㎛」を読取ることが可能です。
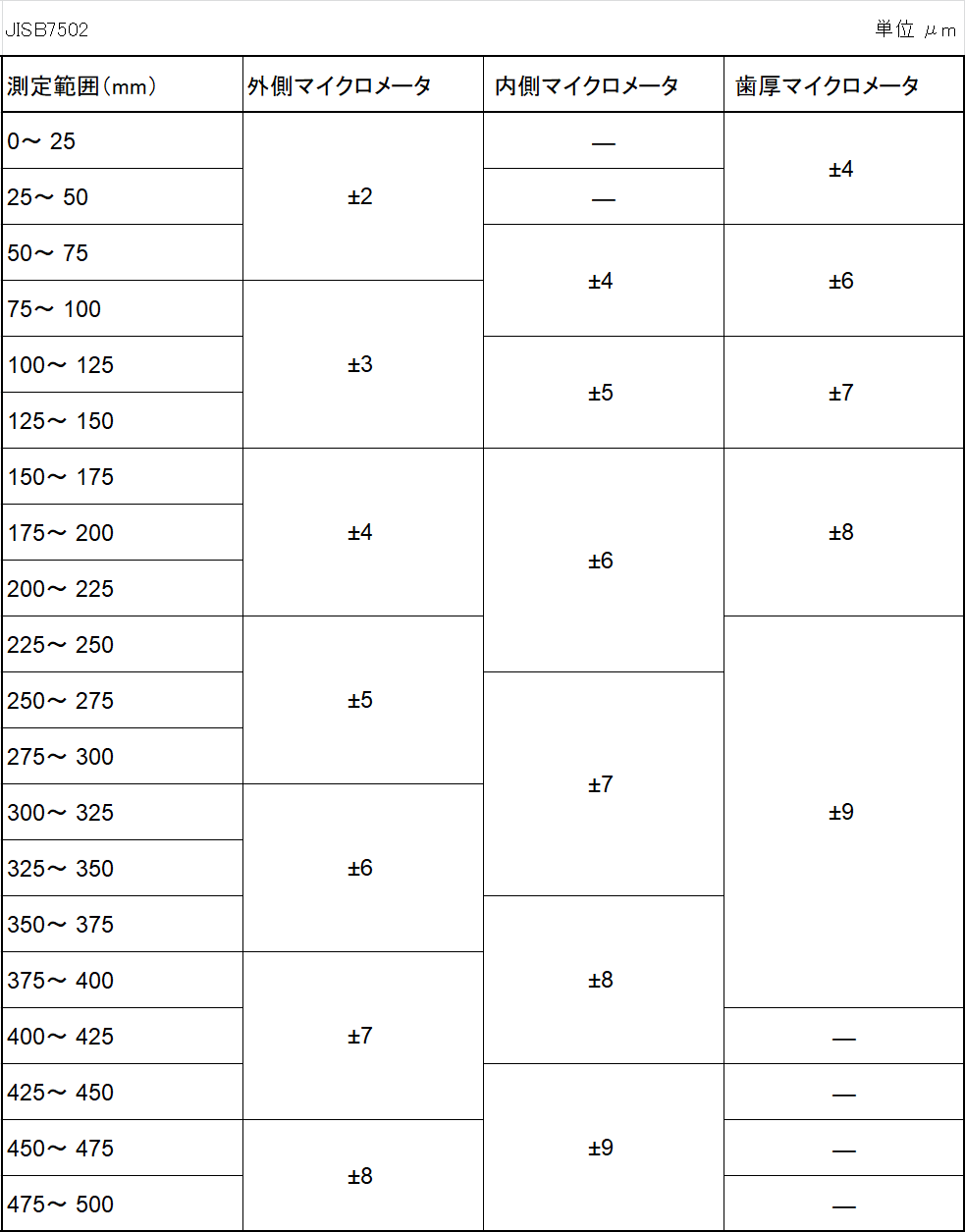
器差(モノの寸法と測定器が示す数値の差)はマイクロメーターの測定範囲や形状の種類よって違いがあります。下記のJISB7502の規格表をご覧ください。
JISB7502 マイクロメーターの器差
目盛のズレ量で1㎛が読取り可能
標準タイプのマイクロメーターの目盛りは0.01mm単位ですが、スリーブ目盛りとシンブル目盛りの「目盛りのズレ量」によって「0.001mm=1㎛」を読み取ることが可能です。
下記の写真では、目盛りの線が半分ズレているので「-1㎛」していることになります。
つまり、ぱっと見は52.60mmなのですが目盛りのズレが-1㎛なので、「52.599mm」と読み取ることができます。

目盛りのズレ量が、目盛りの太さ分のスレの場合は-2㎛となります。
下記の写真では、52.598mmとなります。

このようにマイクロメーターは「0.001mm=1㎛」の読取りが可能なのですが、注意したいのが「測定面の汚れ」です。
測定面が汚れていると2㎛以上の誤差が生じてしまうので、せっかくの測定した値が信用できなくなってしまいます。
詳しくは下記の記事をご覧ください。

使用の注意
使用上の注意は下記の3点です。
- 目盛りの見方・・・目盛りの読取りは、目盛りを「真上」から見て読み取ることが大切です。斜めから目盛りを見ると、目盛りがズレて見えるので読み間違いが起きます。
- 熱膨張・・・測定面は金属ですので、熱によって膨張や収縮するので、温度変化させないように注意します。測定するときは、防熱カバーを持ち、マスターで測定値の誤差確認と公正をしてから使用しましょう。
- 押さえすぎ・・・内部構造がネジ式ですから測定面に接触後、回し過ぎると変形により正しい測定値が得られません。押さえ過ぎない為にラチェット式となっていますが、それでも測定値に誤差が発生します。測定に自信が漏れてない場合は、測定を3回程度繰り返し、安定して得られる数値を測定結果とする方法が良いでしょう。
代表的なマイクロメーターは3種類
マイクロメーターは測定するモノの形状によって、様々な種類がありますが、使用頻度が高く代表的なタイプは、外側マイクロメーター、内側マイクロメーター、デプスマイクロメーターの3種類です。
外側マイクロメーター
外側マイクロメーターは、もっとも一般的なマイクロメーターです。モノの外側を挟んで測定する外径測定用となります。

内側マイクロメーター
内側マイクロメーターは、形状の内側に測定子を接触させて測定する内径測定用です。

デプスマイクロメーター
デプスマイクロメーターは、深さを測定することに特化したマイクロメーターです

その他のマイクロメーター
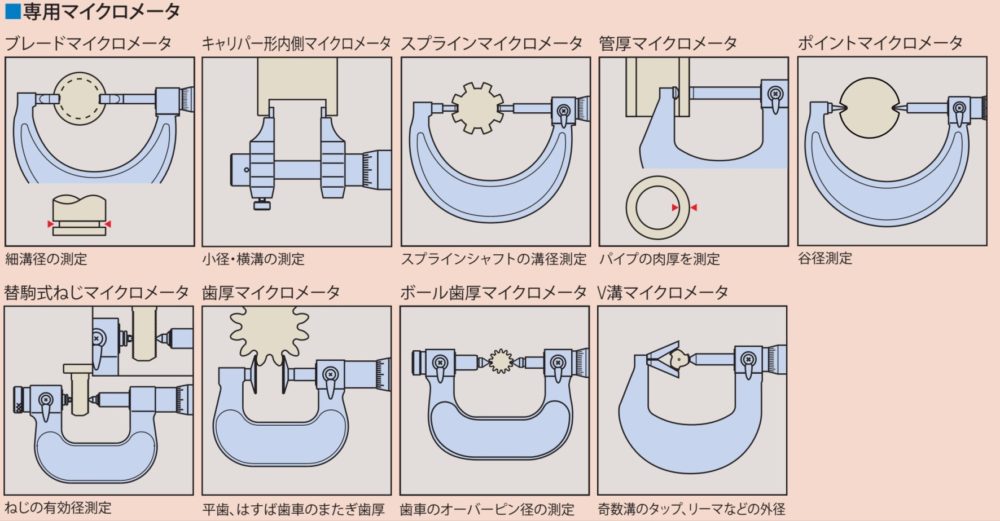
マイクロメーターの先端形状は種類が多いです。下記の資料を参考にしてください。
出典:ミツトヨ マイクロメーター カタログ
校正方法
マイクロメーターの校正は自分でおこなうことが出来ます。
外側マイクロメーターを例に説明しますと、0から測定可能な外側マイクロメーターは測定面を合わせて0点を測定する、それ以外の外側マイクロメーターはマスターとなるマイクロメーター付属品の基準棒またはブロックゲージをマイクロメーターで測定したときに、目盛りのズレを確認したら、マイクロメーターの付属品のフックスパナでスリーブを回して目盛りの合わせこみをおこなうことで校正します。

新潟精機さんのマイクメーター取扱い動画を載せておきます。測定方法、扱いの注意、校正方法などが紹介されていますので、参考にしてください。
マイクロメーターの校正について
マイクロメーターの校正方法を紹介しましたが、実は頻繁におこなう必要はありません。
と言うのも、0点を測定した時または基準棒かブロックゲージを測定した時の誤差が「どれくらいの値か?」を記録しておき、その後ワークを測定した時の値にプラスまたはマイナスすれば、それが正しい測定値となるので、校正をしなくても誤差を把握して計算すれば問題ないのです。
ポイントまとめ
それでは、マイクロメーターについて重要なポイントをまとめておきます。
ポイント
- マイクロメーターとは形状の大きさや深さを測定する測定器
- 目盛りのズレ量で「0.001mm=1㎛」を読取ることが可能
- 代表的なタイプは、外側マイクロメーター、内側マイクロメーター、デプスマイクロメーターの3種類
- マイクロメーターの校正は自分でおこなうことができる
以上4つのポイントです。
*マイクロメーターの購入はこちらから
関連記事:【測定器/工具 /電動工具】
以上です。