
今回は「回転角法とトルクこう配法によるねじの締付け」についての記事です。
ねじの締付けを管理しようとしたら、一般的にはトルク管理の締付けになります。ところが、実際にはトルク管理では軸力のばらつきが大きいので、精密に管理したい部分には回転角法とトルクこう配法が用いられます。
少し話がそれますが、今から20年くらい前でしょうか、十代の学生だった私は車とバイクが趣味だったので、チューニングショップに入り浸っていました。そのときに、メカニックさんがエンジンの組立をしていて「塑性域ボルトを使って、ねじを角度締めをする」と言っていました。あれから、私は機械装置業界に就職して今まで働いていますが、正直なところ、仕事でトルク法以外の締付け方法をやったことがありません。それほど、トルク法は一般的で普及しているってことで、その反面、回転角法やトルクこう配法はエンジンなどの特殊な状況でしか指定されることが無いようです。
そこで今回の記事では、一般的には知られていない、回転角法とトルクこう配法について基礎情報をまとめておこうと思います。
記事の目次
回転角法とトルクこう配法によるねじの締付け
ねじの締付け方法
一般的に、ねじの締付けは手の感覚で締め付けるかトルク法でおこなわれいますが、ねじの締付けを正確に管理する場合は、回転角法やトルクこう配法が用いられることがあります。身近なもので言いますと、自動車のエンジン(内燃機)のシリンダヘッド、クランクシャフトなどの根幹部分には回転角法(塑性域)やトルクこう配法が指定されていることが多いです。
F20Cエンジンのクランクラダーフレーム
このエンジンは私が以前組立てたF20Cのチューニングエンジンです。

JIS規格では下記のように定義されています。(JIS B 1083)
-
トルク(締付け)法・・・締付けトルクを締付け指標として締付け管理を行う方法
-
回転角(締付け)法・・・締付け回転角を締付け指標として締付け管理を行う方法
-
トルクこう配(締付け)法・・・締付け回転角に対する締付けトルクのこう配を締付け指標として締付け管理を行う方法
ねじを締め付ける作業の多くは、「手の感覚で締め付ける」ことですが、これでは締め付けトルクのばらつきが大きく、適切に締め付けられている証明ができません。
そこで、「手の感覚で締め付ける」から「トルクレンチ」によって規定トルクで締め付けが管理できるようにしたのがトルク法で、簡単で手軽な方法なのでねじの締付け管理として最も普及しています。
ところが、トルク法では「ねじ山」と「ねじの座面」の摩擦係数によって、本来必要とされるねじの伸び(軸力)に差があったり、ばらつきが発生してしまいます。大げさな例ですが、オイルを塗布したねじと、何も塗布しないねじでは、同じトルクで締め付けても、オイルを塗布したねじのほうが摩擦係数が少ないので「よく締まる」のでねじが沢山伸びます。逆に、何も塗布しないねじは摩擦が大きいので、ねじがそこそこ伸びた段階で設定したトルクに達してしまうのです。
参考に、下記の締付け係数を比べるとわかるように、トルク法は軸力のばらつきの大きさが1.4~3あります。
代表的なねじ締付け管理方法(JIS B 1083)
| 締付け方法 | 締付けの指標 | 伸びの締付け領域 | 締付け係数(Q) |
| トルク法 | 締付けトルク | 弾性域 | 1.4~3 |
| 弾性域回転角法 | 締付け回転角 | 弾性域 | 1.5~3 |
| 塑性域回転角法 | 締付け回転角 | 塑性域 | 1.2 |
| トルクこう配法 | 締付け回転角に対するトルクの勾配 | 弾性限界 | 1.2 |
*締付け係数Q とは、軸力の最大値を最小値で割った値で、ばらつきの大きさを表わす値です。
このような課題を解消したのが塑性域回転角法とトルクこう配法です。
回転角法
回転角法は、締め付けをトルクではなく角度で管理する方法です。ねじの軸力は伸びによって発生するので、ねじがどれくらい回転したのか?を管理すれば、ねじのピッチからねじの伸び量が計算できるわけです。
回転角法はねじの伸びが弾性限度以下で締め付ける弾性域回転法と、ねじが伸びてもとに戻らない塑性域で締め付ける塑性域回転法がありますが、弾性域回転角法はトルク法と締め付け精度が変わらないので、一般的に塑性域回転法で締め付けます。
具体的には塑性域回転角法はねじが着座するまではトルク管理(スナッグトルク)で締めて、着座したら角度で締める方法です。
ところが、塑性域回転角法にも欠点もあります。
- ねじの再使用が不可
- 着座するまでのトルクにばらつきがある
- 整備書がない場合、角度の決定が難しい
-
長いねじを使用する場合にしか適用できない
-
塑性域の伸びには不安定さがあり、伸びが進行する可能性がある
トルク法に比べれば塑性域回転法のほうが軸力のばらつきが少ないので優れています。なので、エンジンなどの精密な管理が必要な部分に用いられています。とは言え、塑性域回転角法にも欠点があるわけで、その欠点を解消するためにトルクこう配法が提唱されました。
参考
塑性域で使用するねじは、ねじの延性が大きい専用の「塑性域ボルト」を使用します。そして、一度塑性域まで伸びたねじは再使用はできなくなります。
なので、塑性域回転角法で使用するねじの選定と、再使用は絶対にしないように注意が必要です。
トルクこう配法
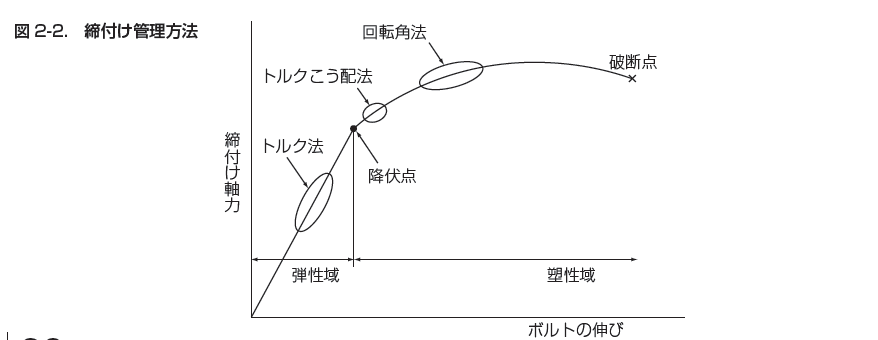
トルクこう配法は、ねじの締付け回転角に対して締付けトルクのこう配(上昇率、上がり方)の変化をセンサーで検出して、降伏点直前で締め付けを行う方法です。この方法は、ドイツ車のエンジンの根幹部分に採用されているようです。
トルクこう配法は軸力のばらつきが少なく、さらには塑性域回転法の欠点を対策した方法です。
とは言え、トルクこう配法でも多少の軸力のばらつきがあります。ただ、ばらつきの原因は「ボルトの個体差=降伏点の差」となるので締付け管理の方法としては非常に優秀と言えます。
出典:東日製作所 日東トルクハンドブック ボルトの伸びの変化
トルクこう配法の欠点と言えば、これぐらいです
トルクこう配法の欠点
- 締め付けるためには専用の工具が必要
-
専用工具は非常に高価なので、一般的ではない
トルクこう配法で締め付けるためには、専用の工具が必要です。値段が高価な理由には、締め付けトルクと回転角をセンサで検出、計算する機能が搭載されているためです。なので、工具が高価なのはもちろんですが、工具の管理方法と定期的な校正も検討しなければなりません。このような背景のためか、一般にはほとんど浸透しておりません。
締め付けに必要な専用工具
回転角法とトルクこう配法には専用の工具が必要となるので、紹介しておきます。
*ねじの締め付ける順番については、こちらで詳しく解説しています
-

-
部品やフランジのボルトを締める順番【歪みと漏れの関係性】
今回は「部品やフランジのボルトを締める順番」についての記事です。 部品を取り付けるときに欠かせない作業に「 ...
続きを見る

回転角法に必要な工具
回転角法で締め付けるためには、角度割出しの目盛板(分度器)を使用するか、角度検出機能があるデジタルトルクレンチを使用します。
例えばこんな製品があります。
-
KTC・・・アングルトルクゲージ
-
東日製作所・・・クリック式デジタル角度レンチ
-
中村製作所(KANON)・・・回転角度表示デジタルトルクレンチ
- スナップオン・・・DRIVE TORQUE WRENCH ATECH3F250BN
出典:KTC アングルトルクゲージ ATG30-1 塑性域締付ボルト(角度締付ボルト)の締付角度測定用工具です。¥13,800

出典:東日製作所 クリック式デジタル角度レンチ 東日のLS式トルクレンチに簡単に搭載でき、回転角法締付用の角度レンチに変身できます。
出典:中村製作所(KANON) 回転角度表示デジタルトルクレンチ スナッグトルクに達した時点から角度カウント開始し、プリセット値に達すると音と光で警告します 15万円から20万円



出典:スナップオン DRIVE TORQUE WRENCH ATECH3F250BN 角度計測機能付き電子トルクレンチ 88,932 円
動画紹介

トルクこう配法に必要な工具
トルクこう配法で締め付けるためには、トルクと角度を同時に検出して演算する機能が必要です。私は使用したことがないので、今回の記事にあたり、調べてみたのですが対応しているトルクレンチは、ほとんどありませんでした。
トルクこう配法に対応したトルクレンチ
-
TEAC・・・ジャイロレンチTQ-WA5
-
(参考)スタビレー・・・デジタルトルクレンチシリーズ(対応していない可能性あります)
出典:TEAC ジャイロレンチTQ-WA5 トルク、角度-トルク、トルク勾配を測定する測定器です

出典:スタビレー デジタルトルクレンチシリーズ トルクと角度を同時に表示。 40万~25万円
こちらの商品はトルクと角度が同時に測定できますが、トルクこう配の演算ができるタイプか不明です。

ポイントまとめ
それでは、回転角法とトルクこう配法によるねじの締付けについて重要なポイントをまとめておきます。
ポイント
- トルク法によるねじの締付けは、軸力のばらつきが大きいが簡単に管理でき、そこそこの安心感があるので一番普及している方法
- 塑性域回転角度法は、ねじが着座するまではトルク管理(スナッグトルク)で締めて、着座したら角度で締める方法
- トルクこう配法は、ねじの締付け回転角に対して締付けトルクのこう配(上昇率、上がり方)の変化をセンサーで検出して、降伏点直前で締め付けを行う方法
以上3つのポイントです。
*ねじの締め付ける順番については、こちらで詳しく解説しています
-
-
部品やフランジのボルトを締める順番【歪みと漏れの関係性】
今回は「部品やフランジのボルトを締める順番」についての記事です。 部品を取り付けるときに欠かせない作業に「 ...
続きを見る
*角度締付け対応のトルクレンチの購入はこちらから
関連記事:【測定器/工具 /電動工具】
以上です。