
今回は「止め輪やOリングの内溝を測定する方法」についての記事です。
皆さんは部品の精度を測定するときに、内溝をどうやって測定していますか?
内溝は測定テクニックと言うよりも、最適な測定器がなければ形状上測定ができません。そこでおすすめなのが、内側ダイヤルキャリパゲージです。
以外と知らない人もいるようなので、今回の記事でまとめておこうと思います。
記事の目次
止め輪やOリングの内溝を測定する方法
内溝の測定には内側ダイヤルキャリパゲージ
部品を測定するときに「測定工具が入らない」などの理由で、まともな測定ができないことがあります。
測定できない代表的な部分
-
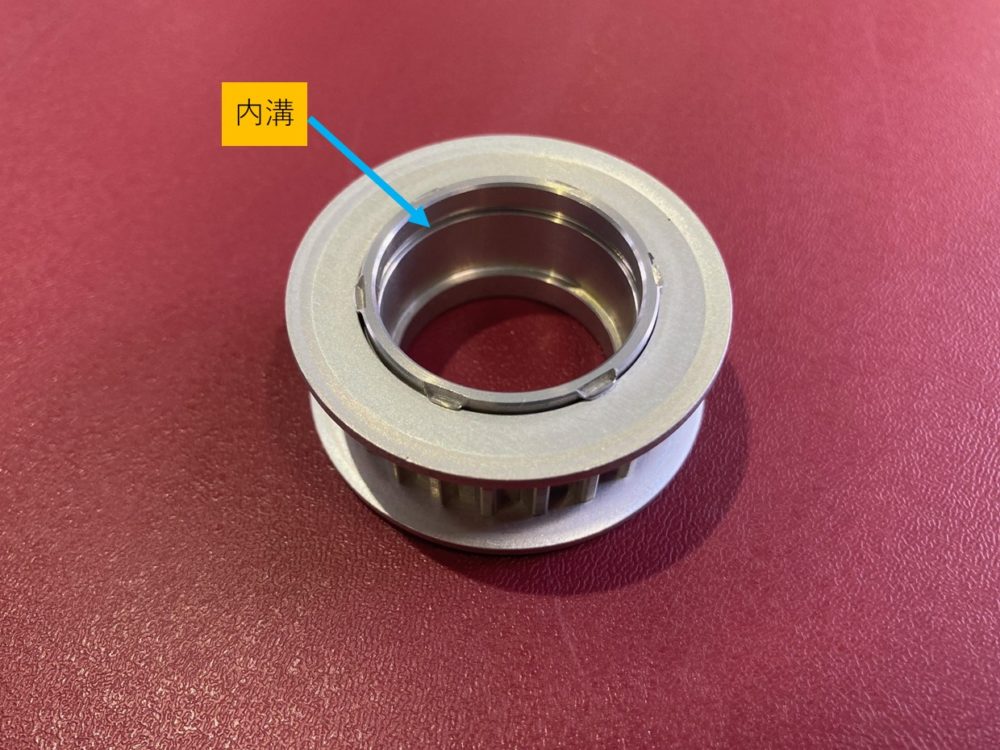
内溝
内溝は部品の外側の溝と違い、穴の中にある溝なので一般的な測定子形状のノギス、内側マイクロメーターでは測定できません。たとえシリンダゲージであっても、溝幅が狭ければ可動側の測定子のカバーが邪魔なので測定は困難です。そう言った意味では、内溝を正確に測定している加工業者さん、機械メーカーさんは少ないかもしれません。となると、加工機が内溝を加工するときに基準面から送り込んだ寸法を信用するしかない、、、と言うことになってしまいます。
内溝
ベアリングを固定する止め輪の内溝です
内溝の目的として多いのは「逃がし目的」「軽量化目的」ですが、この場合は一般公差で問題ないですし、はめ合いで使用するわけではないので正確な測定は不要と言えます。
ところが中には、「止め輪」「Oリング」「金属リング」を取り付けるための内溝もあり、このような場合は0.01mm単位の加工が必要ですし、はめ合いに使用するので仕様通りの精度なのか?測定する必要があります。
と言うことで、私がおすすめしたい内溝を測定する工具を紹介しようと思います。
内溝測定におすすめ工具
-
測定子交換タイプの内側キャリパゲージ
出典:テクロック 内側ダイヤルキャリパゲージ
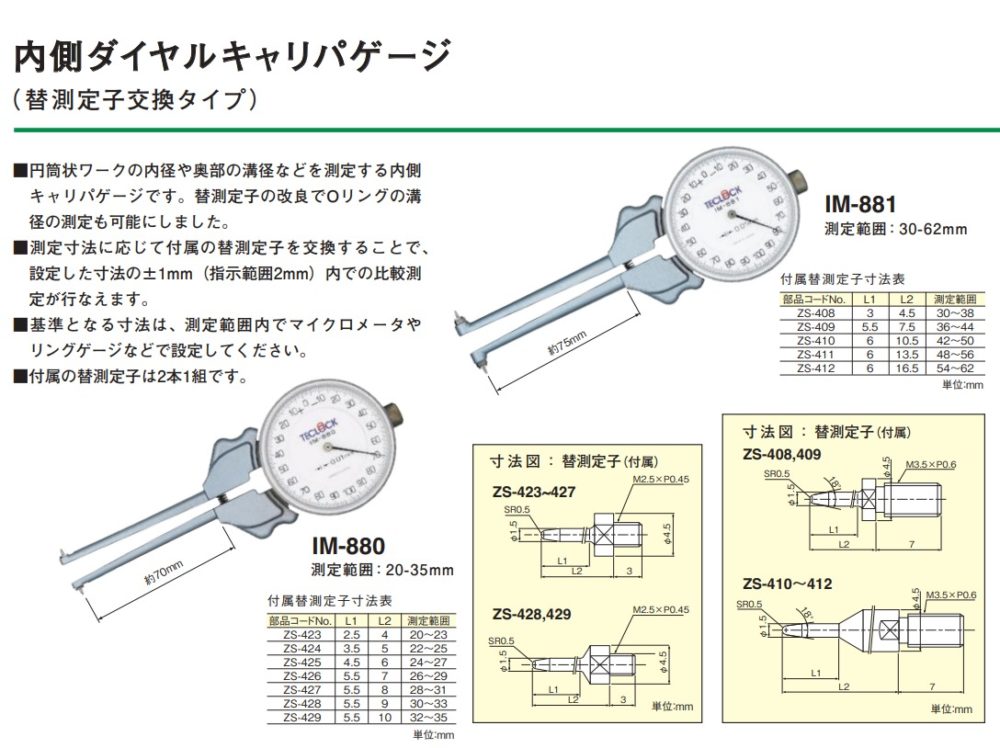
テクロックさんの内側ダイヤルキャリパゲージは内溝を測定することに特化しています。測定子が細くて比較的長いので溝の深さに対応、測定子を付け替えることで測定できる直径が幅広い、0.01mm単位の測定が可能、などの特徴があります。

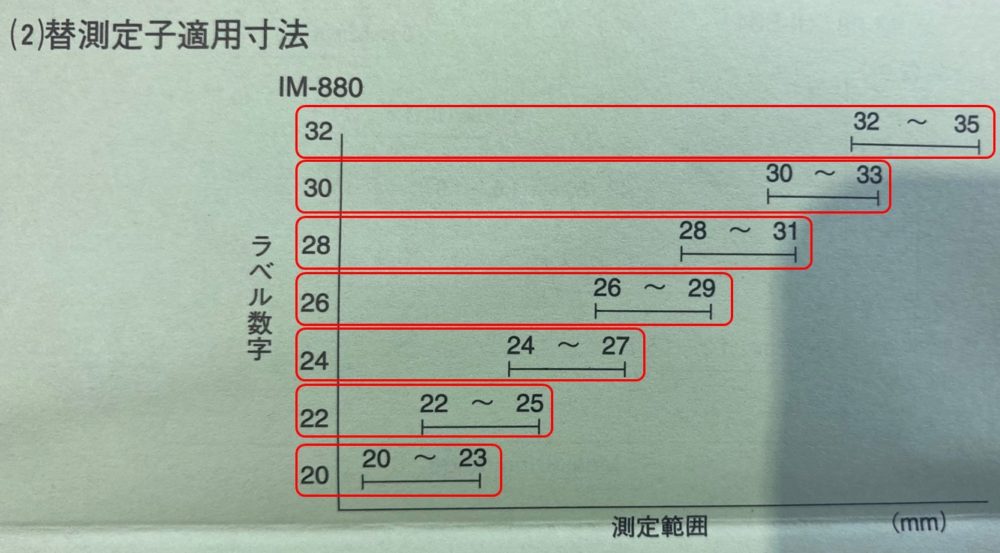
内溝の直径によって測定子を変える
テクロックさんの内側ダイヤルキャリパゲージは、測定子を交換することで測定できる直径を変更できます。
測定子の交換方法
-
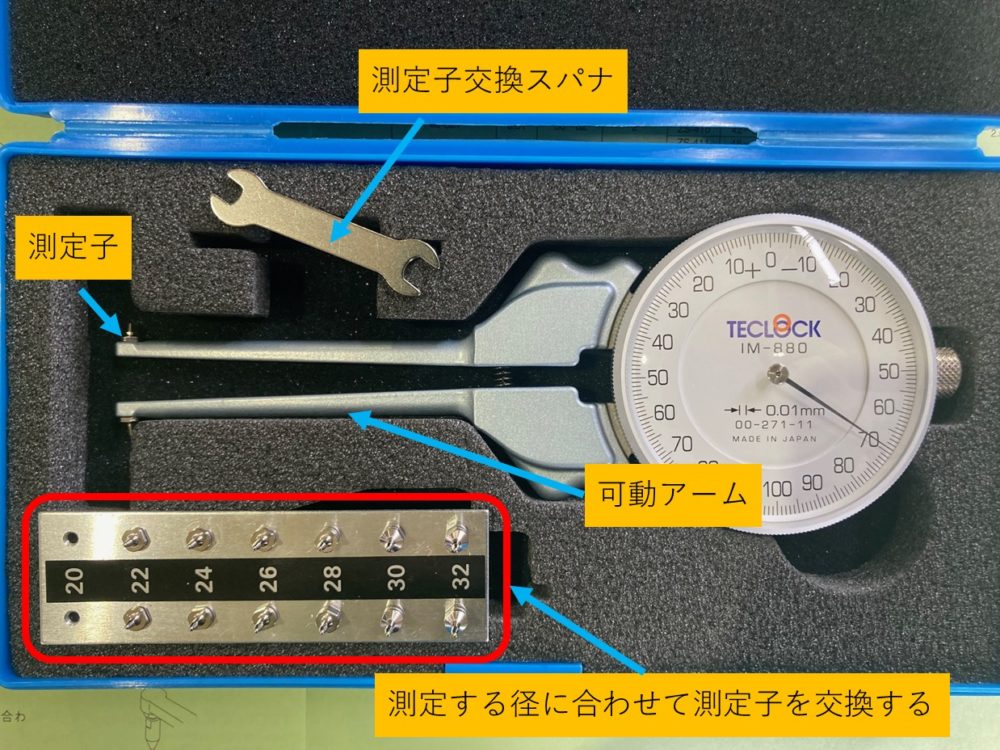
付属のスパナで回して脱着する
測定子
テクロックIM-880の測定子の測定範囲、測定範囲は測定器の型式によって違います。
測定子はねじ込みで可動アームに取り付けられていて、付属のスパナで回して交換します。
注意ポイントとしては、測定子は非常に小型なので「落下」させてしまう、「紛失」させてしまうことがあります。しかも、ねじ径が小さいので締めすぎて破損させることも考えられるので、締めすぎにも注意です。
基準の合わせ方は2通りです
内側ダイヤルキャリパゲージは「変位量」を数値化する測定器なので、基準となる値を設定しておかないと「寸法」がいくつなのか?わかりません。
そのため、基準となるマスターが必ず必要となり、実際にマスターを測定しダイヤルの目盛りを合わせておく必要があります。
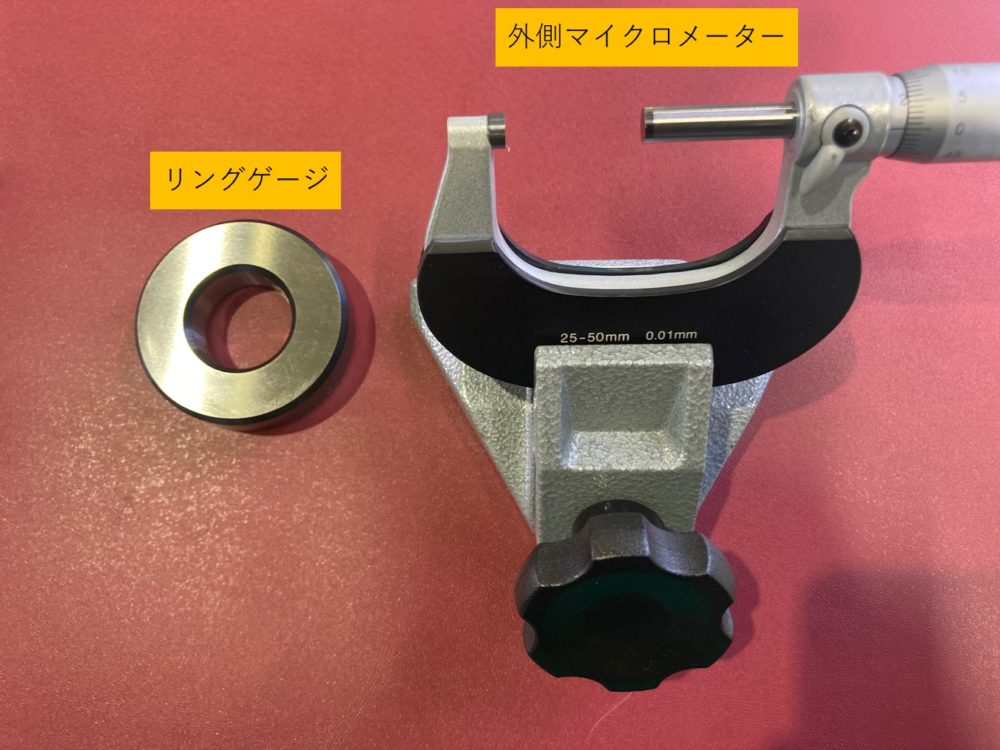
基準となるマスター
-
リングゲージ
-
外側マイクロメーター
前提として、リングゲージの値がいくつなのか?は0.01mm以下の値で把握しておくこと、マイクロメーターは付属のマスターを測定して校正しておくこと、の2点を忘れずにおこなっておきます。
基準となるマスター
マイクロメータースタンドでマイクロメーターを固定すると基準合わせが簡単です。
では次に、マスターを測定するコツを紹介しておきます。
測定のコツ
-
左右に振って目盛りが最小の値を測定値とする
内側ダイヤルキャリパゲージは2点測定なので安定性が低く測定値を読み取ることが難しいです。そのため、シリンダゲージの測定と同様に、測定器を左右に振った時に一番小さい値(最小値)を測定値とするようにすると短時間で測定値を読み取ることができます。
また、マスターの寸法に対してダイヤルゲージの目盛りをいくつにするか?と言う作業も必要で、内溝を測定したとき計算しやすい目盛りに合わせておくことが大切です。一番分かりやすい方法として、マスターの測定値のときにダイヤルの目盛りを0にしておくのがおすすめです。
実際に内溝を測定したときの測定値の考え方としては、内溝の測定値がダイヤルの目盛り「0」に対して「+に何ミリ」「-に何ミリ」なのかを記録して、マスター寸法に測定した変位量を足し算すれば内溝の寸法が得らます。
測定方法

測定子の角度変化による誤差
内側ダイヤルキャリパゲージは測定子が円弧動作で開閉する構造なので測定子に角度がつきます。
-
角度が変わると測定子間の距離と対象物の寸法との誤差が生じます。
全閉したときの角度変化
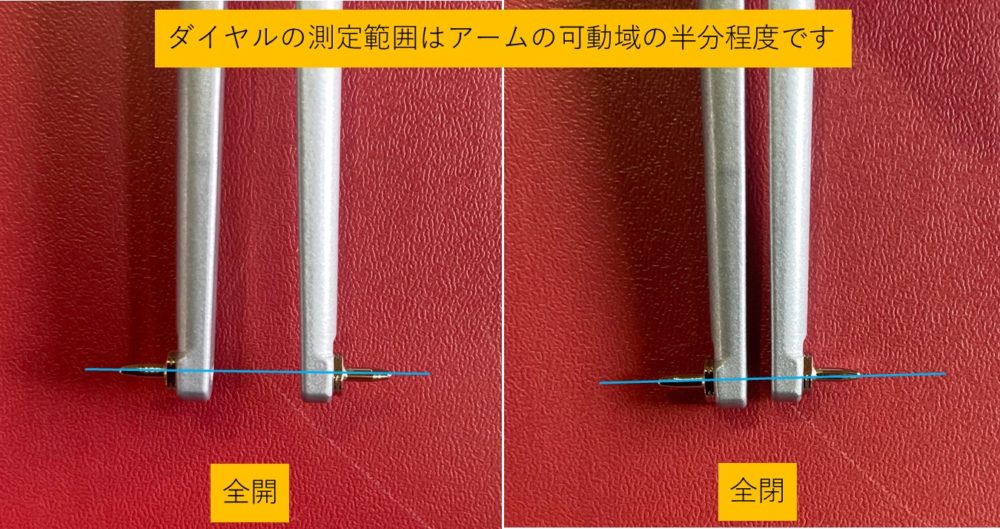
測定子は片側は固定、もう一方の片側は可動側となっており、測定する可動側の測定子は円弧動作で角度が変化するので、測定の対象箇所に対して測定子2個を結んだ直線が直角になりません。つまり、測定値に誤差が生じる可能性があります。
推測される測定誤差
-
誤差は5μm程度
ダイヤルゲージの測定範囲は測定アームの可動域の半分程度なので、それほど影響をうけません。実物で角度変化を測定し計算したところ、おおよそ5μm程度になると思われます。
なので、0.01mm単位の測定であれば気にすることはなさそうです。
【補足】スタンダードなキャリパゲージ
一般的にキャリパゲージと言えば、ダイヤルゲージにアームが付いているだけのタイプのことです。
スタンダードなキャリパゲージ

今回紹介しているテクロックさんの内側ダイヤルキャリパゲージとは全然違いますね。
アームの長さ、測定子の大きさと長さ、測定範囲など、、、どちらが良いと言うことはありませんので、用途に応じて最適測定ができるように使い分けましょう。
ポイントまとめ
それでは、内溝を測定する方法について重要なポイントをまとめておきます。
ポイント
- 内溝測定にはテクロックの内側ダイヤルキャリパゲージが最適
- 測定子が付け替えられるので測定できる幅が広いです
- 測定値は内側ダイヤルキャリパゲージ左右に振った時の最小値です
以上3つのポイントです。
参考

*テクロックの内側ダイヤルキャリパゲージの購入はこちらから
関連記事:【測定器/工具 /電動工具】
以上です。