
罫書き作業は何かの基準線を引く作業です。実際にやってみると線のピッチがズレていたり、直角の線が曲がっていたりと中々難しい作業です。
以前の記事「機械装置のベースフレームの芯/芯の罫書きと組立の基準」では、芯の位置を決定する方法について装置のベースフレームを例に解説しましたが、その中で「芯が幾つもある場合には、芯と芯の位置関係/寸法は絶対に守ってください。」と言いました。
しかし罫書いた芯が「どの程度正確なのか?」と具体的なことについては触れていませんでした。
今回はその点を掘下げて「罫書の正しさの証明」について考えてみたいと思います。
芯の罫書きの心得
私の組立理論に「1つの測定方法が正しいわけではなく、同じ測定方法をくり返すか複数の測定方法で整合性を図る必要がある」という考えがあります。
これは長年組立に従事してあらゆる測定を繰り返しおこなってきた結果として辿り着いた考えです。

例えばこんなこと、、、
測定をしていると「あれ?おかしいな」と思う瞬間があって、大抵そう感じる時は何かに問題があって辻褄が合わない、作業に手間取ることが起きます。
なぜそのようなことが起きるのか?
-
目盛の読取り間違い
-
測定器が破損している
-
測定器の精度が狂っている
-
測定器の種類による精度の違い
-
測定器(治具)の当て方が悪い
このようなことが考えられますが、特に注目したいのは「目盛の読取り誤差」「測定器の種類による精度の違い」「測定器(治具)の当て方が悪い」です。
これらは作業者の判断次第で結果が左右される項目です。
また、測定や罫書作業は「人」が作業するわけですから、感覚やセンスなどの作業者独自の「持っているもの」によっても正確性が変わってくることもあります。
つまり「測定器」と「作業者」の問題によって正しい測定結果が得られるとは限らないので
-
くり返し測定・・・測定間違い/誤差などがなく再現性がある値なのか?
-
複数の測定方法・・・値の傾向に間違いないか/別の方法でも同じ値が得られるのか?
の確認作業をおこなうことで、間違いない測定であると証明するのです。また、何度も測定することで寸法の勘違いや読取り間違いも排除できると考えています。
この考えは芯の罫書作業における罫書の正確性に大きく関係しています。
芯の罫書きで起きる失敗と対策方法
芯の罫書で起きる失敗に下記のような事例があります。
-
複数の芯のピッチにズレが生じている
-
直角に交わる芯の直角のズレが生じている
このようなズレに対して私が実践している対策は下記の2点です。
-
ピッチのズレ・・・「くり返し測定」「複数の測定方法」
-
直角のズレ・・・「複数の測定方法」
それでは詳しく解説していきましょう。
ピッチのズレ
芯のピッチにズレが生じている場合は下記の要因が考えられます。
-
目盛りの読取り間違い
-
測定器の選定の誤り
芯のピッチ
測定器の選定と複数の測定方法
測定器の選定についは、例えばメジャーと差し金では測定器の厚みが違うので、目盛りと罫書くモノまでの奥行きが違いますから、その奥行き分に誤差が長じる可能性があります。
ですが、差し金が悪いと言うわけではなく、人の感覚と測定器の目盛りにズレが生じると理解していれば、それを意識して目盛りを読取ることが出来るし、そもそも自分に最適な測定器を選定することもできます。
つまり、差し金で芯を合わせたのならば、メジャーやサシでもう一度測定し同じ結果となるか?と確認することが大切です。
差し金とメジャーの見え方

繰り返し測定
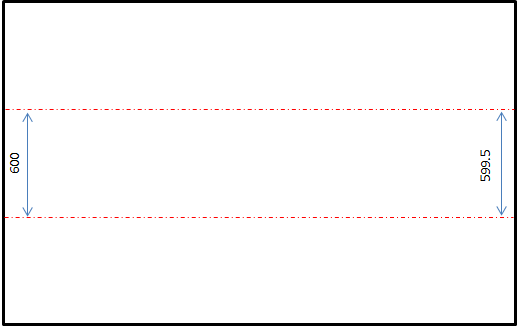
芯のピッチ
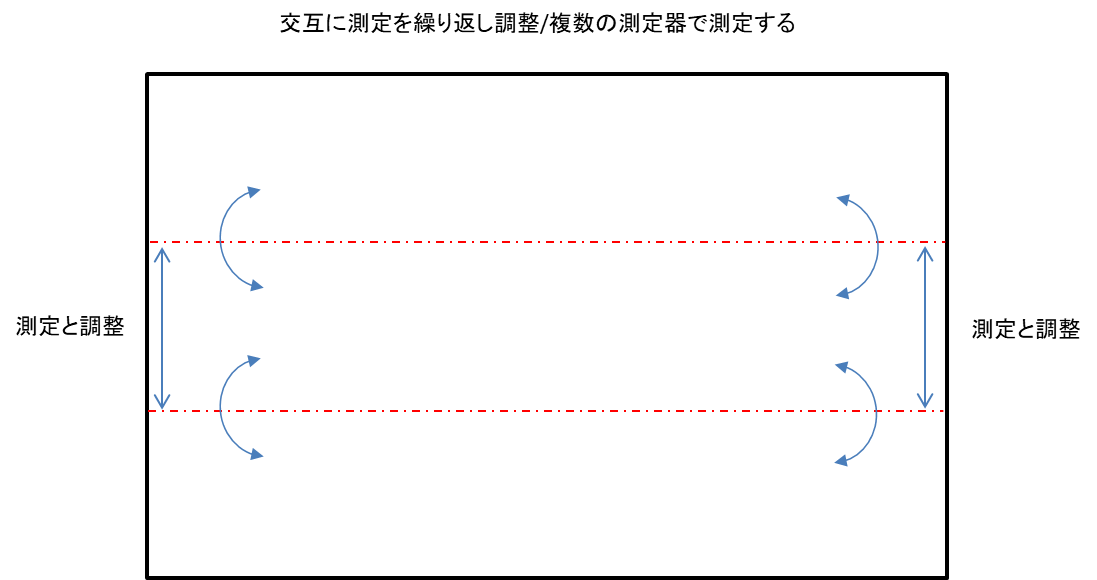
芯を罫書く前に水糸などで仮想の芯を設定しますが、その仮想の芯のピッチの正確性を高めるために繰り返し測定と調整をする必要があります。
例えば、「目盛りの見間違い」「寸法の勘違い」や「作業中に水糸に体が触れる」など様々な要因が芯のズレとなります。
この作業は作業者がいかに根気よく拘るか?ただそれだけの作業です。「間違っているかもしれない」を前提とし「自分は絶対に間違っていない」と確信できるまで繰り返します。
直角のズレ
直角の芯の罫書き作業には例えば下記の測定器を使用します。
-
差し金
-
精密直角定規
これらの測定器はそれぞれに「精度」の違いがあり、「使い勝手」「使用に適した状況」などを考慮して作業者が選定します。
しかしここで問題となるのは、「測定器によって精度が違うし、どの程度正確なのか分からない」と言うことです。
直角
この直角の芯は、前述の複数の芯と違い簡単に確認できません。そのため、罫書いた芯を信じて作業を進めたら「辻褄が合わない」なんてことが起こりえます。
そのようなことが起きないために、私がおこなっている方法は主に下記の2点です。
-
コンパスで交点と芯が合っているか
-
三角比/三平方の定理から求める
状況によって使分けます。
コンパスで直角の芯を割り出す
コンパスと言えば普通は手のひらサイズの大きさですが、それでは装置などの罫書きに対しては小さすぎます。
市販の大型のコンパスでも長さが600mmまでなので、私は長さ1000mmのコンパスを自作して使用しています。
コンパスのイメージ
このようなコンパスを開き止と先端にボールペンを装着できるようにしてあります。軽量で強度があり、罫書くときにブレないようなコンパスを自作しました。

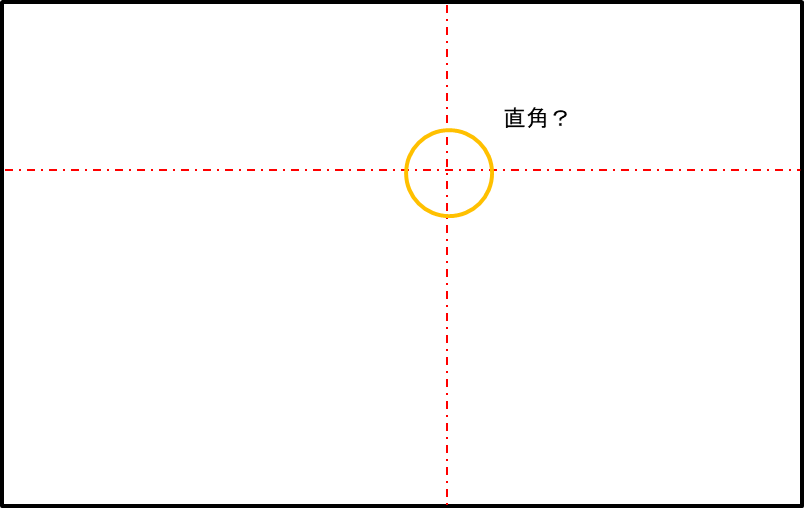
コンパスを使用する方法を下記のイメージ図で確認してください。
コンパスのイメージ
基準の芯と直角の芯の交点からコンパスで円を描きます。
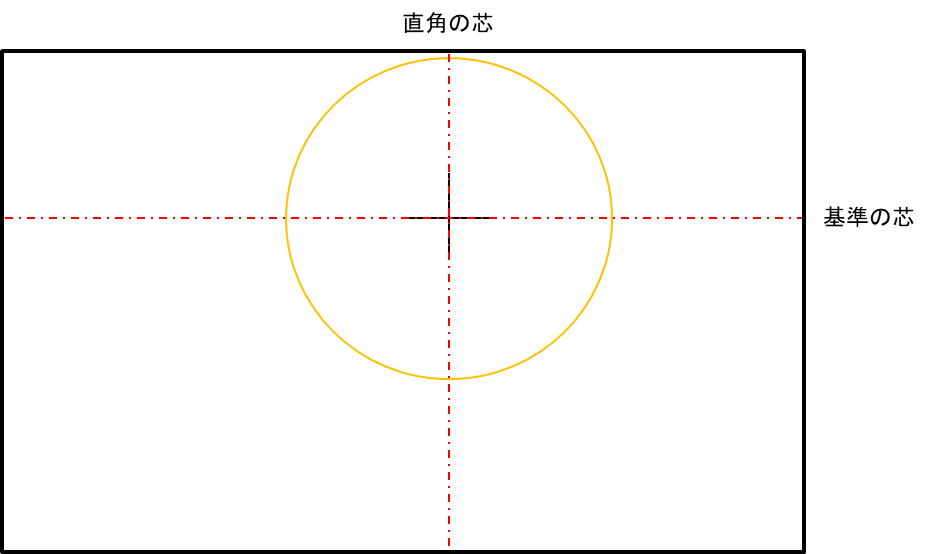
基準の芯と円の交点にさらに円を描きます。
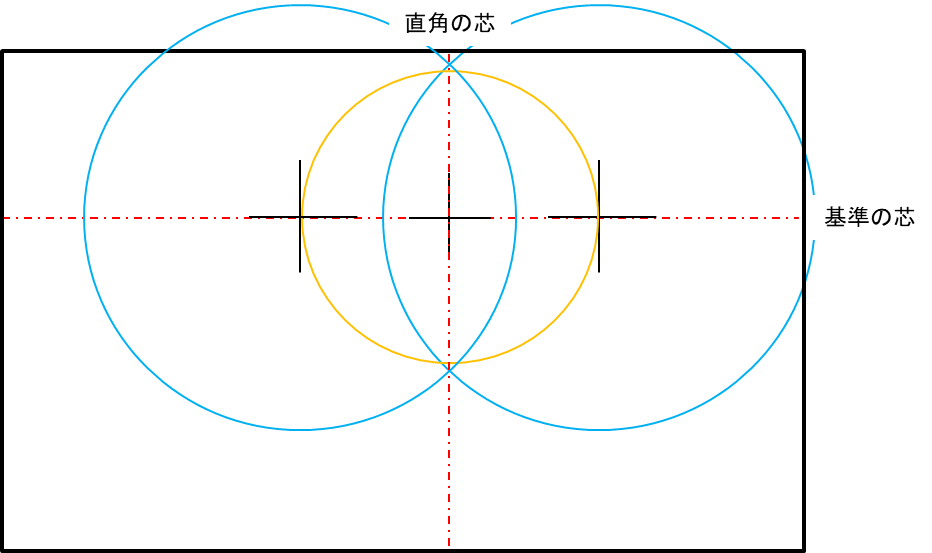
円の交点と交点が直角の芯とどの程度一致しているか?が直角の精度となります。
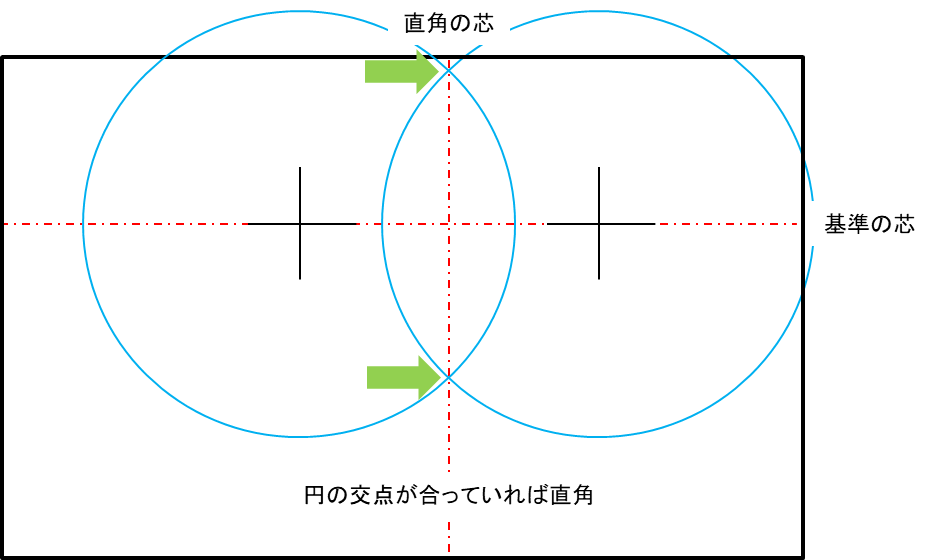
この方法は難しい計算などがなく、単純にコンパスで描いた線と線のズレを確認するだけなので容易に作業ができます。
三角比/三平方の定理から求める
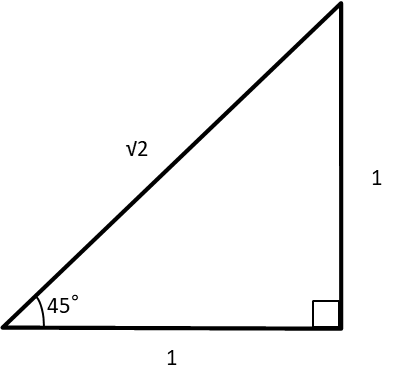
例えば、三角比から求める時は、「1:1:√2」で斜辺を求めて、実際に測定した斜辺の値と計算値がどれくらい一致しているか?で直角精度を確認します。*√2=1.41421356(一夜一夜に人見頃)
三平方の定理から求める場合「c2(斜辺)=a2+b2」で求めることが出来ます。
三角形の比
据付などの長距離での直角確認では、メジャーや巻き尺で測定することになり目盛りのタワミや読取り誤差が出やすいので、神経質に測定する必要があります。
三角形の比で直角を測定
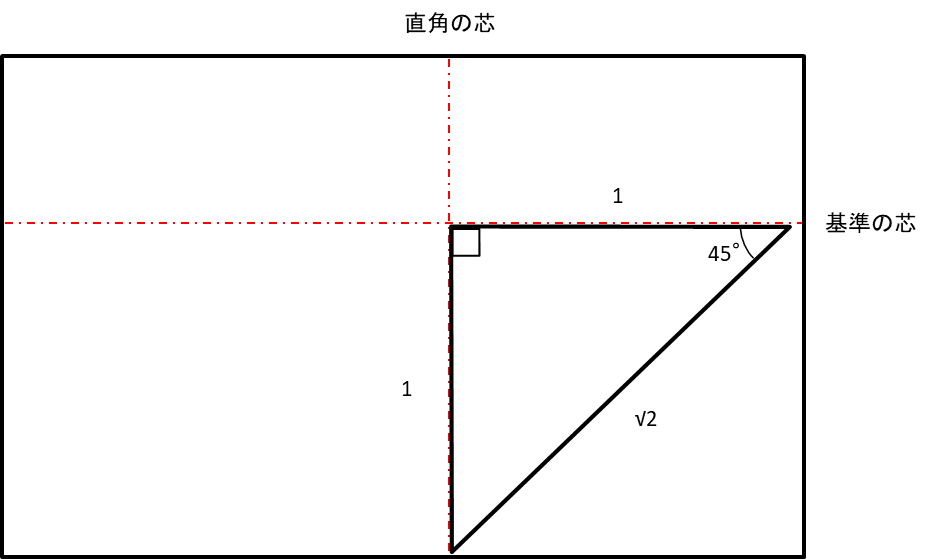
斜辺の計算値が小数点以下の値となり、目盛りを読取りが難しいかもしれませんが、測定値に不安がある場合は1か所だけでなく、残りの3か所の直角の斜辺も測定すると傾向が見えてくると思います。
芯の罫書きの心得のポイントまとめ
それでは、芯の罫書きの心得ついて重要なポイントをまとめておきます。
ポイント
- 組立作業の基本は「1つの測定方法が正しいわけではなく、同じ測定方法をくり返すか複数の測定方法で整合性を図る必要がある」と言うこと
- 芯の罫書きはピッチのズレと角度のズレによって失敗する
- 芯の罫書きの心得はくり返し測定し、複数の測定方法で整合性を図ること
以上3つのポイントです。
日々の作業で「なんで?」と言うことは良くあることで、私もこのような考えに至ったのには過去の経験によるものです。ひとえに組立てと言っても、メーカーによって部品精度や作業者に求められるスキルは違います。自分の環境にどのような方法が最適なのか?常に考えて作業をおこないましょう。
参考

関連記事:【作業/工事/ユーティリティ】
以上です。