
今回は「測定値のばらつきや矛盾は測定の不確かさにある」についての記事です。
私は機械組立の作業として、日常的に部品の測定や組付けの測定を行ってきました。その作業の中で、測定によって得られる値にばらつきや矛盾が発生することは良く起きる問題でもありました。
そこで今回の記事では、測定値のばらつきと矛盾の原因やどうすれば精度が良い組立ができるのか?をまとめておこうと思います。
記事の目次
測定値のばらつきや矛盾は測定の不確かさにある
測定値のばらつきや矛盾
皆さんは測定の格言にこんな言葉があることをご存じでしょうか?
測定の格言はコレです。
-
品質は計測から始まり、計測は正しい測定から始まる
メモ 計測と測定の意味はこちら
計測とは(JIS Z 8103)
- 特定の目的をもって,測定の方法及び手段を考究し,実施し,その結果を用いて所期の目的を達成させること。
測定とは(JIS Z 8103)
- ある量をそれと同じ種類の量の測定単位と比較して,その量の値を実験的に得るプロセス
つまり、計測とは「何かを測って得られた値を使って判断すること」で、測定とは「何かを測ること」です。

測定の格言は正しい測定をしないと正しい値が得られないので正しい判断ができないと言う意味なのですが、そうは言っても実際には正しい測定は簡単なことではありません。
なぜそう思うのか?と言いますと、私が今まで機械組立の作業に従事してきた経験からこんなことが言えるからです。
測定をしてきた経験から言えることはコレです。
-
測定から得られる値にはばらつきや矛盾が生じてしまうことがある
具体的にはこんなことが挙げられます
-
日によって測定値が違う
-
測定方法によって測定値が違う
-
測定器の種類を変えると得られる値が違う
-
測定する作業者によって測定値に違いがある
-
同じ種類の測定器なのに違う個体で測定すると誤差がある
などなど、、、このような条件によって毎回違った測定値になってしまうことを実際に経験していました。この記事を読んでいる皆さんも同じ経験をしたことがあるのではないでしょうか?
測定の不確かさ
このように私は実務を通じてばらつきや矛盾を経験してきた訳ですが、実は測定の分野では測定値にばらつきや矛盾が生じてしまうことは当たり前のようです。
測定の分野では測定値のばらつきや矛盾のことをこう言います。
-
測定の不確かさ
そもそもなぜ不確かな測定値となるのか?と言いますと、その原因は大きく分けて下記の3つに区別できます。
-
測定器
-
測定者
-
測定条件
*詳しくは記事の後半で紹介します。
ハイトゲージ
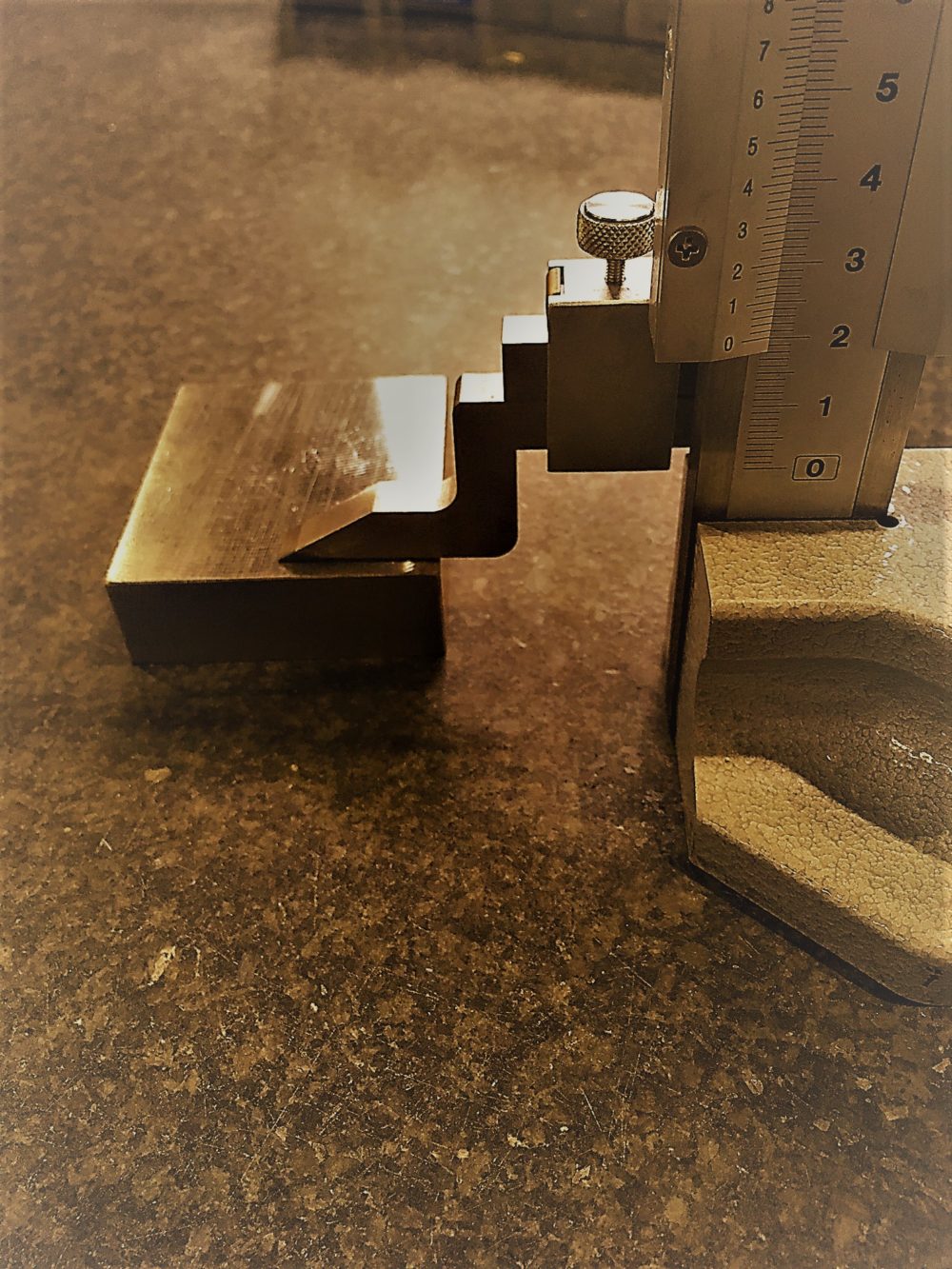
測定器が原因で誤差が出る、測定者が原因で誤差が出る、測定条件が原因で誤差が出る、もしくはすべてが関係しあって誤差が出る、、、、測定にはこのように誤差が発生してしまうものなのです。
私が今まで経験したことを踏まえて考えてみますと、測定の不確かさは測定値が細かくなればなるほど顕著になりなります。
例えば、ある部品の外径を数回ノギスで測定したら毎回50.10mmだったとしましょう。しかしその部品をマイクロメータで測定したら、1回目測定が50.110mm、2回目測定が50.112mm、3回目測定が50.130、となりました。
どうでしょうか。0mm以下の値を求めていくと真の値が明らかになってきますが、それと同時に0mm以下の値は少しの影響で誤差が生じやすくなってしまうのです。
なので、このような不確かさを意識せずにただ測定することは非常に危ういと言えるし、不確かさを考慮して測定をすることが正しい測定と言えそうです。
不確かさを前提にして精度を出す
結論から言えば、測定の不確かさをなくすことはできません。
「真の値に対して測定から得られた値には誤差がある」「要求精度に調整した値は、実際には誤差が生じている」と言うことを前提にしておく必要があります。
とは言っても、このままではどうやって精度を出せばよいか?困ってしまいますよね。そこで、不確かさを前提にした測定方法があるので紹介します。
1㎛のダイヤルゲージ

不確かさを前提にした精度出しの方法はコレです
-
要求精度や目標精度に対して1桁細かい値で測定する
これは10倍説と言う理論に基づく方法ですが、例えば要求精度が0.01mm単位であったら0.001mmの単位で測定と調整を行えばよいと言うことです。
つまり、0.001mm単位の分解能を持っている測定器で0.001mm単位の測定と調整をすれば、要求精度の0.01mm単位の値に入っているだろう、、、となるのです。
でもここで気を付けておきたいことがあります。それは誤差が大きい場合は、この方法でも信頼性は低下してしまうと言うことです。あくまでも「大丈夫だろう」の方法なので、誤差を最小限に留めた状態でこの方法を用いることに信頼性があるのです。
不確かさの原因
測定器と測定者と測定条件
測定の不確かさとは、本来得られるはずの真の値が劣化した値になってしまうことですが、その原因は「測定器」「測定者」「測定条件」の3つが関係しています。
前述でも言っていますが、不確かさをなくすことはできないので原因を考慮して不確かさを最小限に抑えるような測定をするべきでしょう。
そのためにはどのような不確かさの原因があるか?を知っておく必要があるので、代表的な原因をまとめていこうと思います。
測定器起因の不確かさ
測定器起因の不確かさにはこのようなことがあります。
- 測定器の変形・・・測定器の劣化や作業者の力加減や熱膨張によって測定器が変形する
-
測定器の分解能・・・小さな値の測定値を示せるほど真の値に近ずくが誤差が生じやすくなる
- 測定器の器差・・・測定器が示す値と真の値には差があり、測定器の種類によってその度合いは違う
*測定器についてはこちらで紹介しています ⇒ 「精度測定器」
測定者起因の不確かさ
測定者起因の不確かさにはこのようなことがあります。
- 測定値の読取りの誤差・・・測定器の目盛りを読み間違える、見間違える
-
測定器の取り扱い方・・・測定器の持ち方、測定のやり方などが正しくできているか
-
測定方法の熟練度・・・測定するモノと使用する測定器にとって最も最善な測定方法が出来ているか
測定条件起因の不確かさ
測定条件起因の不確かさにはこのようなことがあります。
- 測定するモノの状態・・・部品単品の状態なのか、組付けた状態なのか
-
振動・・・振動によって測定値の値が大きくなったり小さくなったりする
-
雰囲気・・・チリやホコリや湿気などが測定器と測定するモノの間に影響する
- 静的と動的・・・測定するモノは無負荷状態なのか、運動状態や負荷がかかっている状態なのか
-
温度(気温、日光、体温)・・・熱膨張によって測定値が変化する。参考:1mの鉄棒が1度変化すると11㎛変化する
測定値のばらつきや矛盾のポイントのまとめ
それでは、測定値のばらつきや矛盾について重要なポイントをまとめておきます。
ポイント
- 測定値のばらつきや矛盾のことを「測定の不確かさ」と言う
- 測定の不確かさは「測定器」「測定者」「測定条件」によって起きるため、なくすことはできない
- 不確かさを前提にした測定や調整は「要求精度や目標精度に対して1桁細かい値で測定する」方法がある
- 不確かさの原因を考慮して、誤差を最小限におさえる測定が必要
以上4つのポイントが大切です。覚えておきましょう。
参考

*測定作業に関する本はこちらから
関連記事:【精度測定/精度調整】
以上です。