
今回は「コンベヤの搬送ベルトの蛇行や片寄りの調整」についての記事です。
蛇行や片寄りのトラブルに直面すると、思った以上に調整に苦労するもので、簡単に修正できないこともしばしばあります。
そこで今回は、コンベヤの精度から蛇行/片寄りの調整について、私の考えをまとめておこうと思います。
記事の目次
コンベヤの搬送ベルトの蛇行や片寄り
蛇行とは、左右に曲がりながら流れる(進む)ことです。
片寄りとは、左右のどちらかに寄って流れる(進む)ことです。
機械装置の中でも、コンベヤや巻取り/巻き出し機などで良く使う言葉ですね。
蛇行が問題になる機構
大抵の場合は、「蛇行」や「片寄り」は解決すべき問題です。
例えば、コンベヤや巻取り機/巻き出し機で問題になることが多いと思います。
なぜ蛇行/片寄りが問題となるのか?
コンベヤの場合、蛇行/片寄りによって下記の問題が起きます。
-
搬送ベルトが脱線する
-
搬送ベルトの端面や桟(さん)が早期摩耗する
-
搬送ワークが蛇行/片寄ることで搬送異常やワークが不良となる
*「さん(桟)」とはベルト蛇行/片寄りの抑制リブのことです。
この様な問題が起きないように蛇行/片寄りの対策や調整をしっかり行っておく必要があると思います。
コンベヤの精度が出ていることが前提
既製品や購入品のコンベヤの場合は、部品の精度は保証されているでしょうし、ある程度マニュアル化されているので簡単に調整ができるかもしれません。
しかし、私のように1点もののコンベヤを組立てていると、毎回構造や仕様が違うわけで、蛇行や片寄りのトラブル解決は容易ではありません。
まずは、コンベヤを組立段階でしっかりと精度調整して組立ておくことが必要になるのですが、、、
私がコンベヤを組立てるときに確認する精度は下記4点です。
-
ローラーの製作精度は製作図通りか?
-
ローラーは水平でありレベルが合っていること
-
ローラー間の通り芯(進行方向の芯)が出ていること(特に溝付きローラー)
-
ローラー間は平行であること(平行にテンションが張れること)
これらのポイントを押さえておかないと、コンベヤの蛇行/片寄りに影響することがあり、もし「蛇行/片寄り」が起きた時に組立精度に妥協があれば原因追及に迷いがでます。
では、それぞれのポイントを解説していきます。
ローラーの製作精度は製作図通りか?
ローラーの製作精度は非常に大切です。ローラーの精度が悪ければ、組立作業時の精度は出ないですし、実際に運転しても蛇行/片寄りのトラブルが起きるでしょう。
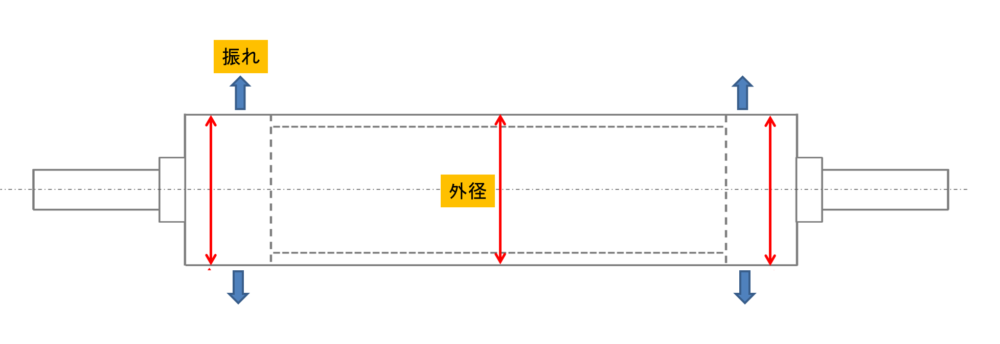
確認ポイントは2点です。
-
真円度(外径)
-
振れ
コンベヤを組立てる前に、事前にこの2点を測定しておくことが必要です。
製作精度
方法としては、下記2項目が定番です。
-
マイクロメーターで外径測定
-
ダイヤルゲージで振れの測定・・・定盤&Vブロック受け
測定値の判断基準ですが、旋盤で加工されたローラーの場合は0.02mm以下としたいところです。それは一般的に工作機械(旋盤)の加工精度の限界が0.02とされているためです。
もし、研磨されているローラーでしたら、その精度は1/1000台の値になります。
また、ローラーなどの回転物は「見た目の精度」が良くても実際に回転させると「振動」や「振れ」が起きることがあります。
その原因は、ローラーの重量バランスが悪いことが考えられます。
ローラーのバランスは、ローラーを製作したときに測定と修正を行うように図面で指示する必要があり、成績表も添付してもらいます。
測定と修正の方法は、専用の検査機でローラーの釣合を測定した後、ローラーに穴をあけるなどして重量を修正してバランスさせる作業です。
この作業は、容易にはできない(試験機が必要)ので製作段階でおこなっておくことが必要で、組立段階となっては測定も修正もできません。
ローラーは水平でありレベルが合っていること
私は組立の絶対条件として「水平」を基本としています。過去の記事でも触れてきましたので「なぜ水平なのか?」について今回は割愛しますが、、
水平とレベル
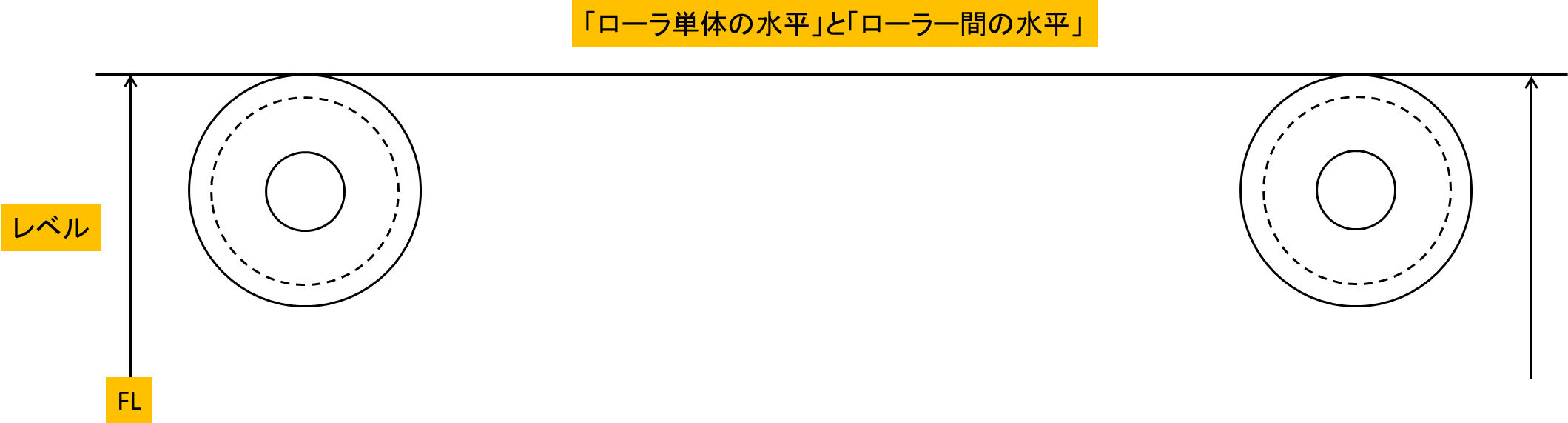
ローラーの水平と高さの測定方法はいくつかありますが、例えば下記の3点があります。
-
水準器・・・ローラーの長手方向の傾き
-
オートレベル・・・各ローラーの高さ(パスライン)
-
ストレートエッジ&水準器・・・ローラー間の乗り継ぎの傾き(高さ)
この様な測定器で「水平でありレベルが合っている」状態とします。
ローラー間の通り芯(進行方向の芯)が出ていること(特に溝付きローラー)
一つのベルトにかかわるローラー間(2本から複数本)はローラー同士の芯が一致していなければなりません。
特に、溝付きのローラーの場合は「絶対条件」となります。
それは、搬送ベルトの「さん(桟)」と呼ばれる蛇行抑制のリブがローラーの溝にハマって走るので、ローラー同士の芯(溝の芯)が一致していないとベルトが脱線したり、「さん」が早期摩耗します。
ローラー間の芯
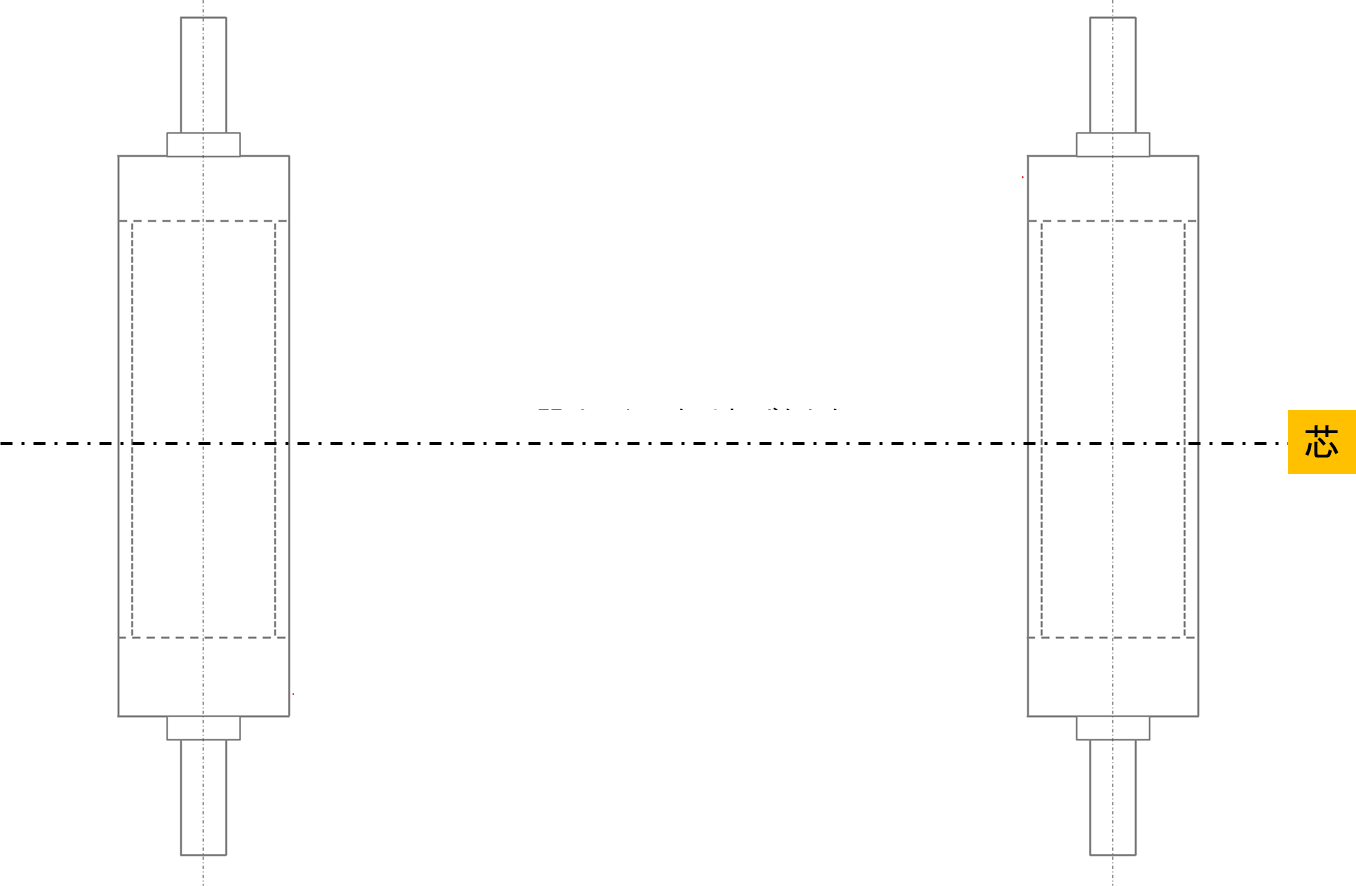
測定方法は、基準となるローラーの長手に対して直角の延長線に、相手のローラーの芯が合っているか?と言うことです。
例えば、機長が短いコンベヤでしたら精密直角スコヤで測定できるでしょう。
ローラー間は平行であること(平行にテンションが張れること)
ローラー間の平行は基本の考え方です。
参考
*ローラーの平行については、こちらの記事で解説しています。
-

-
ローラーの平行を測定する方法【コンベアや巻取り機のトラブル対策】
今回は「ローラーの平行を測定する方法」についての記事です ローラーを使用している機械装置は多くありますが、 ...
続きを見る

ローラーの平行
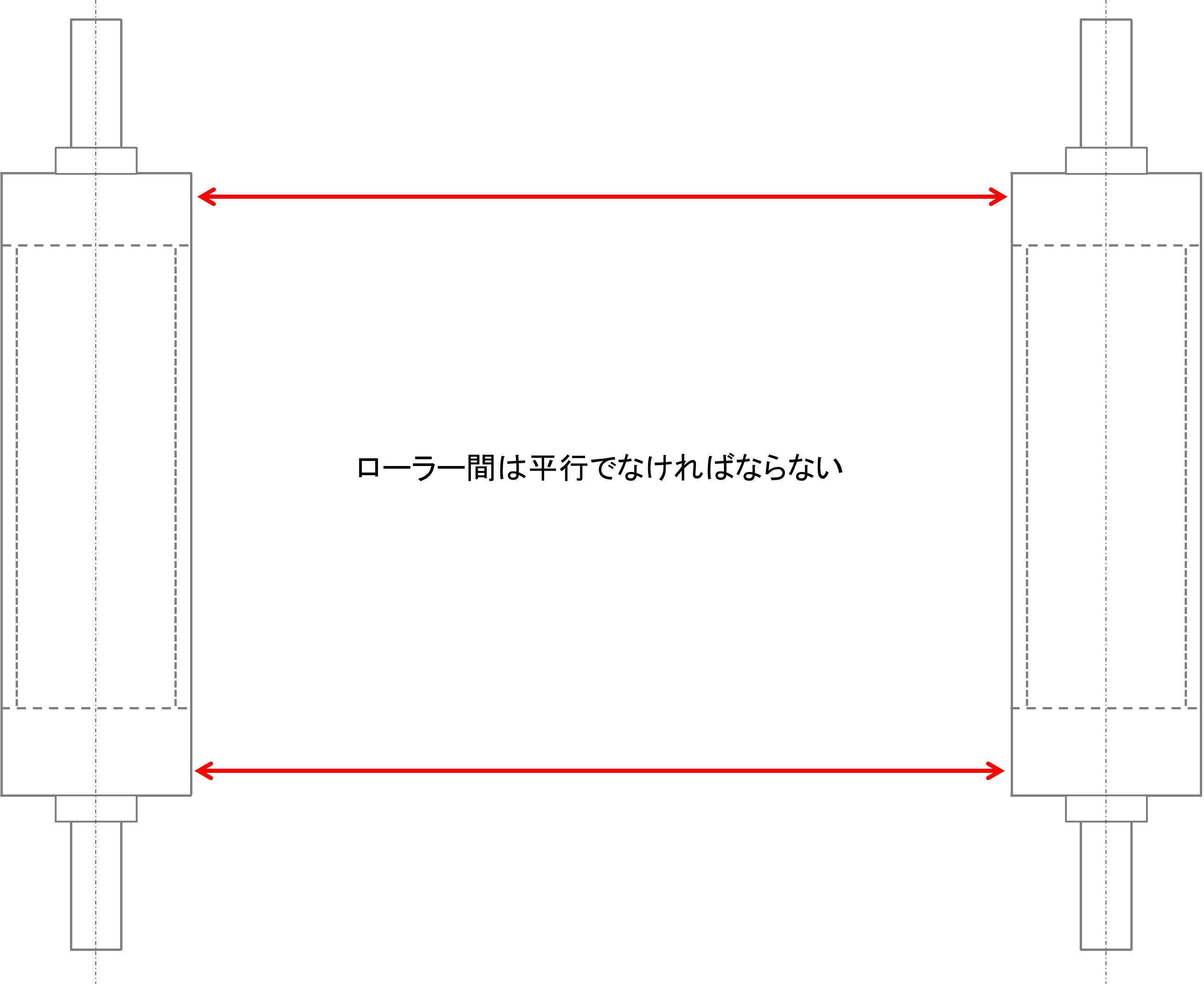
ローラー間が平行である状態を基本として、実際に運転したときのベルトの蛇行/片寄りが発生した時には微調整します。
蛇行や片寄りの原因を掴む考え
さて、ここまででコンベヤの精度について説明しましたが、コンベアの精度が出ているにも関わらず、現実には搬送ベルトの蛇行や片寄りは発生するものです。
では、コンベアの搬送ベルトの蛇行や片寄りにはどのような原因があるでしょうか?
コンベヤの精度が出ているとしたら、その原因は搬送ベルト起因となります。
-
「搬送ベルト」の張りが弱くローラーとの摩擦が少ないので、ローラーの傾向が効かない
-
「搬送ベルト」の張力が左右で差がある
-
「搬送ベルト」と「ローラー」でスリップが起きている
-
「搬送ベルト」と「ベルトの受け(滑りテーブル)」の接触面の摩擦力にばらつきがある
-
搬送ベルトの「周長が左右で違う」
-
搬送ベルトの「さん(桟)」が蛇行していたり、ピッチがローラーの溝と合っていない
搬送ベルト起因とするとこのようなことが考えられます。
この中でも 【1.「搬送ベルト」の張りが弱くローラーとの摩擦が少ないので、ローラーの傾向が効かない】 については搬送ベルトのテンション調整を行うことが必要でしょう。
しかし、そのほかの原因については、簡単には修正できないかもしれません。
と言うことで、ここからはこの様な問題に対して、部品を交換したり構造を変更する選択ではなく、現状のまま蛇行や片寄りを修正するためにはどのような方法があるか考えてみます。
搬送ベルトの蛇行や片寄りを調整する方法
搬送ベルトの蛇行や片寄りの調整を理解するためには、「搬送ベルト」と「ローラー」の特性について知っておく必要があります。
搬送ベルトの特性
-
ベルトの張力(テンション)が弱い方向に寄っていく
ローラーの特性
-
ローラーと接触して進むモノは、先頭のローラーの芯に対して直角に進む
では、それぞれの解説をします。
搬送ベルトの張力
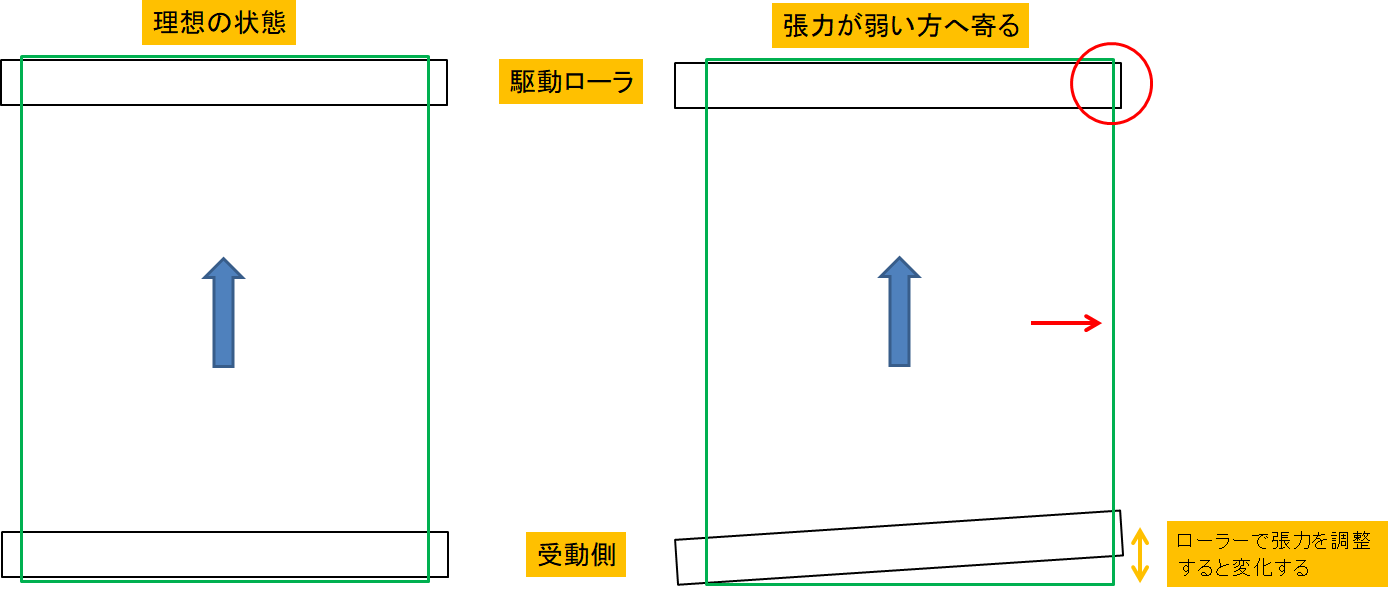
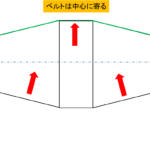
コンベヤの搬送ベルトは「張力が弱い=張りが弱い」側に寄っていきます。
別の表現をすると、搬送ベルトはローラー間の最短距離を走ると言えます。
張力の影響
*クリック拡大
張力測定について
補足ですが、搬送ベルトの張力測定の方法を紹介しておきます。
- テンションゲージ&たわみ量を測定・・・ベルトの左右で測定して「たわみ量」が同一になるように調整
- ベルトの伸びを測定・・・張っていない状態の搬送ベルトの左右に同じ寸法のケガキを入れて置き、張ったときの「ベルトの伸び=ケガキ」をメジャーで測定して左右同一寸法になるように調整します。
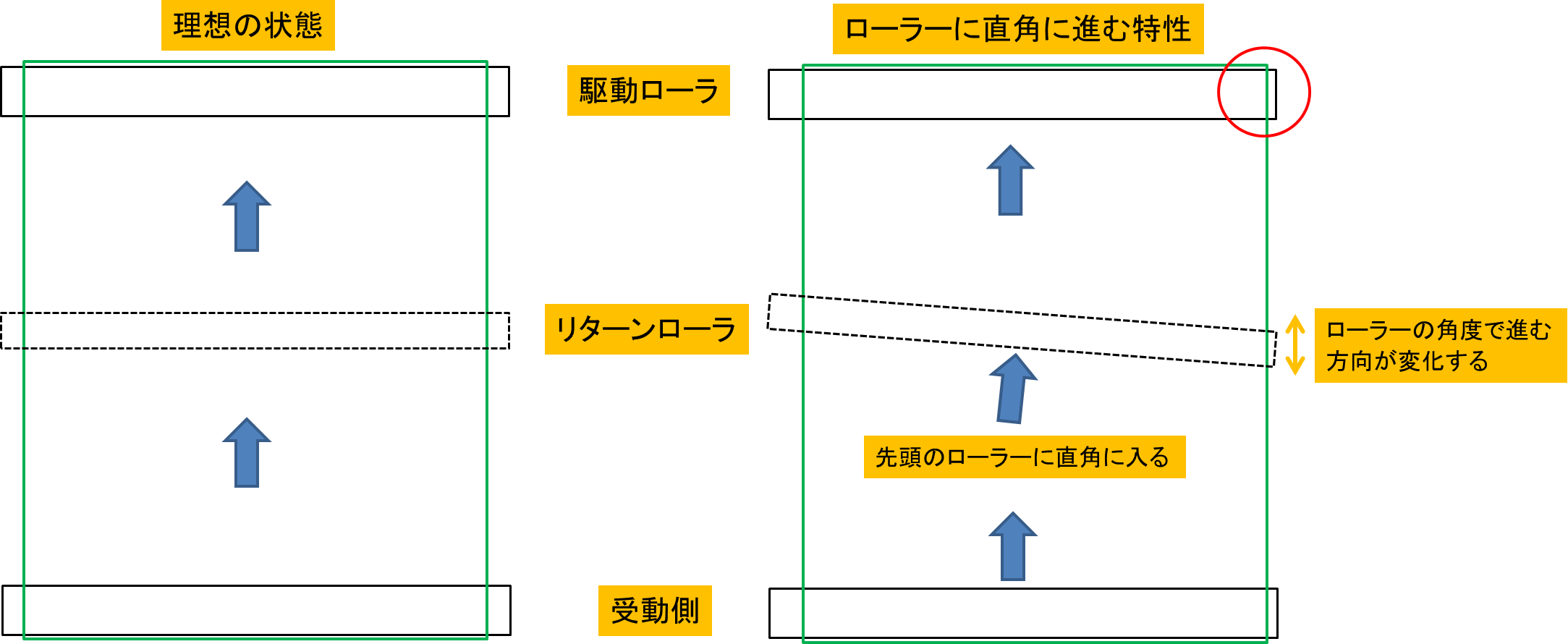
ローラーに対して直角に進む
ローラーに接触して進むものは先頭のローラーの芯に対して直角に進む特性があり、リターンローラーや中間ローラーなどはこの考えが当てはまります。
直角に進む特性
*クリック拡大
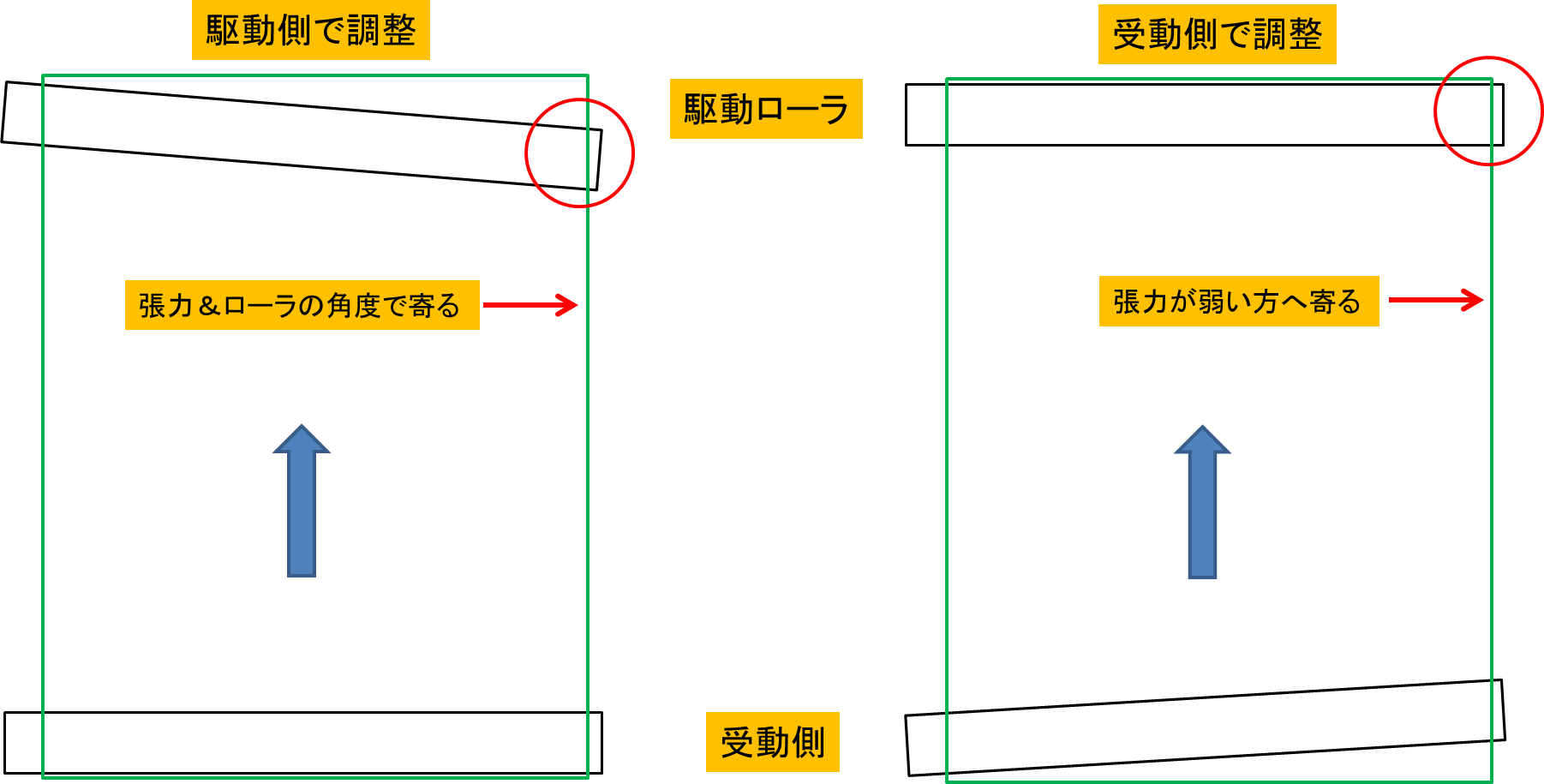
駆動側や受動側のローラーのように、搬送ベルトの張力の影響が大きいローラーは角度の影響は少ないのですが、私が実験したところ下記のイメージ図のように駆動側で調整したほうが「張力&ローラーの角度」の合成によって搬送ベルトの「寄り」の傾向が強くでます。
張力と角度のイメージ
*クリック拡大
蛇行や片寄りを調整する方法
コンベヤの蛇行と片寄りの調整方法はもうお分かりですよね?
ベルトとローラーの特性を逆手にとって下記の2点に注目して調整をおこないます。
-
搬送ベルトの張力(テンション)の調整・・・張力の弱い方に寄る
-
駆動側と受動側やテンションローラー以外のローラーは角度を調整・・・ローラーに対して直角に進む
もし、上記の方法で蛇行/片寄りが治まらない場合は、冒頭でも解説していますがコンベヤの精度を見直す必要があります。
コンベヤの精度を見直しても原因がわからないとなると、搬送ベルトにどうしようもない、なんらかの問題があると言う結論になるでしょう。
補足 メッシュベルトの注意点
メッシュベルトとは網目のベルトのことですが、メッシュベルトを搬送ベルトとして使用する場合に、注意しておきたいことがあります。
引用抜粋: Aタイプメッシュベルト
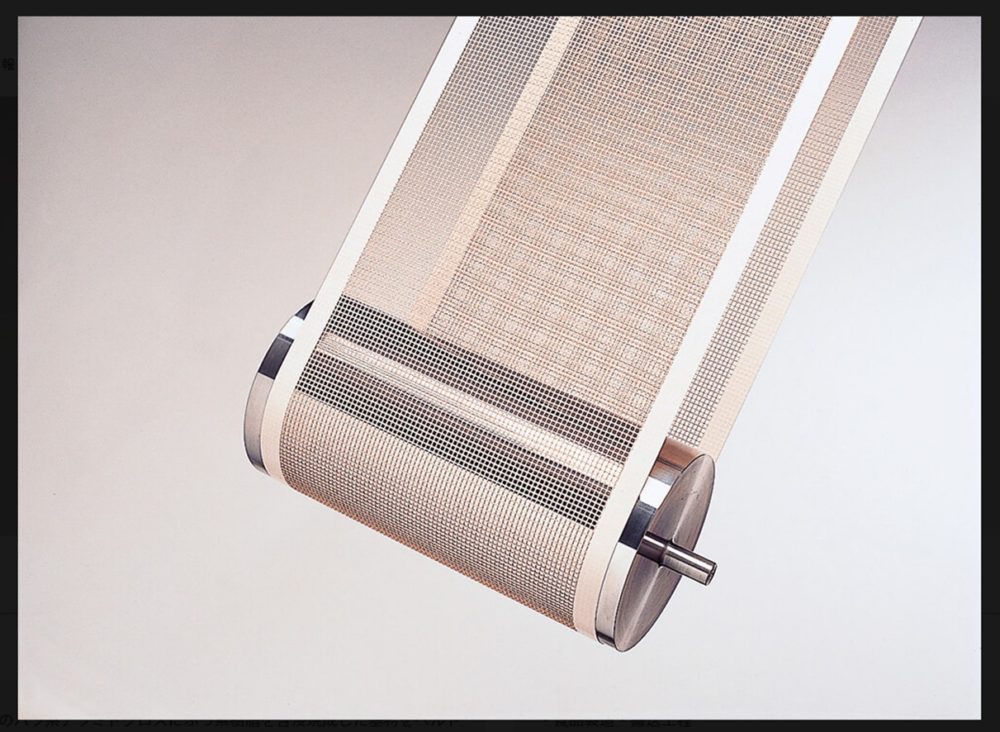
それは、メッシュベルトに蛇行/片寄りが起きると「メッシュにシワが寄ってしまう」ことがあると言うことです。
シワが寄る状態とは、「メッシュの網目が潰れた状態」です。
シワが寄ってしまうと、メッシュベルトの幅や周長などにズレが起きて使用できない(蛇行/片寄りがおきる)状態になるのです。
ですから、コンベヤを組立てた時に「蛇行/片寄り」がないか?の確認を人手でローラーを回転させて確認しておく方が良いと思います。モーターで回転させると「速すぎて」、調整以前にシワが寄ってしまうかもしれません。
もし、モーターで確認する場合には、「低速ですぐに停止できる状態」で確認するようにしましょう。
搬送ベルトの蛇行や片寄りのまとめ
それでは、搬送ベルトの蛇行や片寄りついて重要なポイントをまとめておきます。
ポイント
- ベルトの蛇行や片寄りが起きないために、コンベアの精度を確保して組み立てる
- ベルトは張力が弱い側に寄る
- ベルトはローラーに対して直角に進む(張力の影響がすくないローラーに接触するベルト)
以上3つのポイントが大切です。
参考
*クラウンローラーについてはこちらの記事で解説しています
-
-
クラウンローラーの特性と蛇行対策【コンベヤの蛇行や片寄り防止】
今回は「クラウンローラーの特性」についての記事です。 クラウンローラーは蛇行/片寄り防止のために有効なプー ...
続きを見る
関連記事:【回転運動の要素】
以上です。