
今回は「ローラーの平行を測定する方法」についての記事です
ローラーを使用している機械装置は多くありますが、ローラーの組立作業は難易度が高い作業です。特に、ローラー間の平行が必要になる場合は平行度の具合によってワークやベルトが蛇行/片寄りを起こしたりシワが入ってしまうことがあります。
そこで今回の記事では、ローラーの平行度に注目して平行度の測定方法を紹介しようと思います。
記事の目次
ローラーは平行度が重要
ローラーとは
ローラーとは、円筒形の回転物です。ローラーを使用する機構にはコンベア(以下C/V)や巻取り機などのロール設備があります。
形状の特徴
円筒形と言っても用途に応じて形に特徴があります
特徴
-
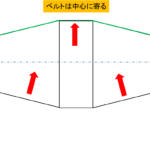
クラウン形状・・・蛇行防止機能 蛇行してもロール中心に戻る 平行度の誤差吸収
-
ストレート形状・・・搬送や巻取る機能を優先 ローラーの端で搬送ベルトや巻取るシートがたわまない
これらの形状に蛇行防止の為に溝のありなしの選択があります。ここでは、ストレート形状の場合を前提として解説します。
平行度の重要性
ローラーを複数使用する場合ではお互いのローラーの位置関係が重要になる事が多いと思います。
その位置関係の中でも特に重要な事はローラー間の平行度です。
平行度が悪いとどうなるのか?
-
シワ
-
蛇行/片寄り
このような事態はC/Vや巻取り機において致命的なので、平行度の測定と調整が必要になるのです。
イメージ図
*クリック拡大

ローラーの平行度を測定する方法
最近はレーザー測定器で高精度に測定できるようですが、私はレーザー測定器を持ち合わせていなのでそれ以外の方法を考えてみたいと思います。
紹介する平行度の測定方法は下記の3つです。
-
周長
-
距離
-
変位量
方法1 周長
周長の測定方法
-
ローラーを水準器で水平にする
-
メージャーをローラーの両端に巻き付け周長を測定する
イメージ図
*クリック拡大

精度
-
メジャーの張り具合で数値が変わる
-
メジャーの目盛(0.5mm)以下の測定ができない
-
ローラーに対して直角にメジャーを当てないと斜めになり誤差が生じる
この方法は簡単ではありますが、平行度誤差±1.0mmは生じてしまうと思います。簡易的に測定したり、蛇行防止の溝ありで実績があれば良いと思います。
方法2 距離
距離の測定方法
-
ローラーを水準器で水平にする
-
ローラーの頂点を下げ振りや精密直角スコヤで延長しメジャーや直尺などで測定する
イメージ図
*クリック拡大
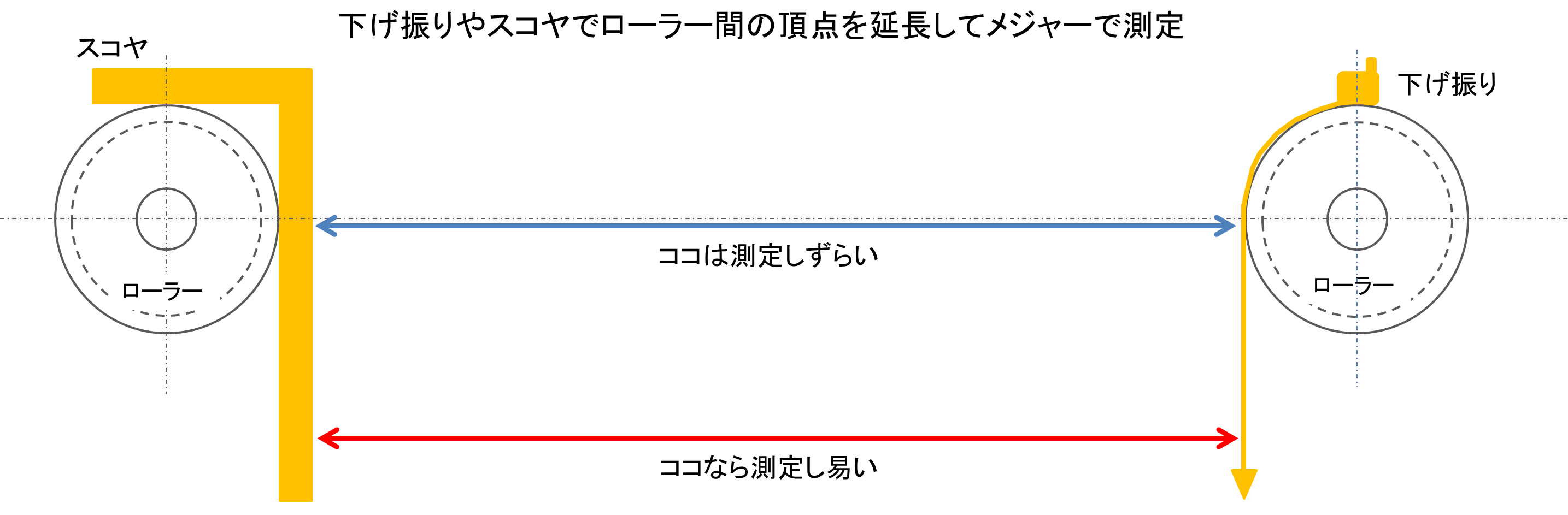
精度
-
直角スコヤの鉛直具合で誤差が生じる
-
下げ振りや精密直角スコヤの精度が影響する
-
ローラーを直接測定できないので誤差が生じやすい
-
メジャーや直尺の目盛(0.5mm)以下の測定ができない
この方法は周長測定ができない場合などに使えます。精度は周長と同じく平行度誤差±1.0mmと思われます。
方法3 変位量
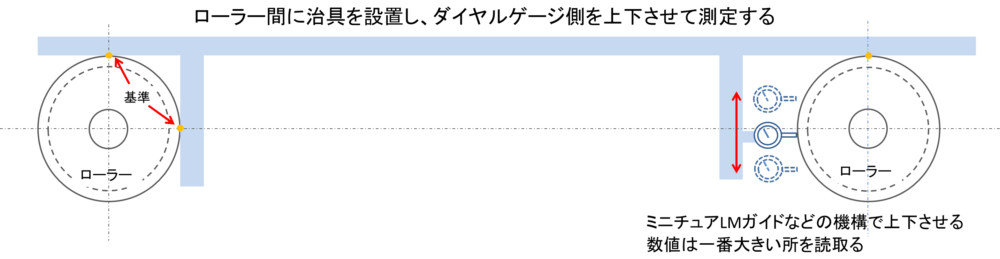
変位量の測定方法
-
ローラーを水準器で水平にする
-
ローラーの頂点をダイヤルゲージで測定する
イメージ図
*クリック拡大
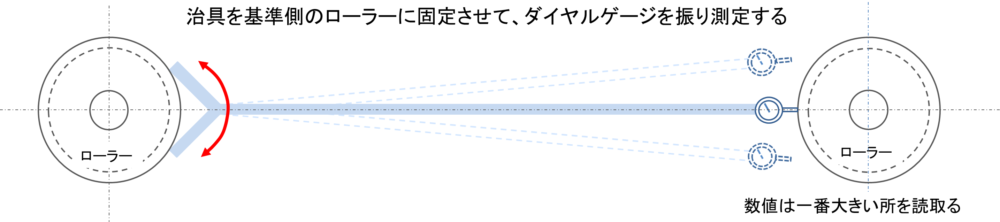
精度
-
ダイヤルゲージの目盛0.01/0.001単位で測定ができる
-
測定ジグのたわみによって測定値が安定しない場合がある
測定値が細かくローラーを直接測定できるので周長方法や距離方法よりも信頼性が高い。測定誤差は±0.1mm以下と思われます。
数値が一番プラスになる時の値を読み取ります。一番プラス側に振れるときがローラーの頂点です。治具はローラー間の距離に合わせて可変式とし長さを変えられる事が望ましいです。
ポイントまとめ
それでは、ローラーの平行度について重要なポイントをまとめておきます。
ポイント
- ローラーは平行度が重要
- 平行度が悪いと、蛇行/片寄り や シワ が発生する
- 平行度の測定方法は 周長、距離、変位量 の3つの方法がある
- おすすめはダイヤルゲージ使用して変位量を測定する方法
以上4つのポイントです。
参考
関連記事:【精度測定/精度調整】
以上です。