
この記事はAIで音声配信しています。
今回は、機械装置の組立作業でオートレベルを使って、0.05mm単位で読み取るためのコツを紹介します。
記事の目次
オートレベルで水平を0.05mmの精度で測定・調整をする方法
部品やユニットの水平を測定・調整をする方法
皆さんは、機械装置の部品やユニットを組み立てるとき、どのような測定器を使用して測定しているでしょうか?
部品やユニットの水平を測定するために使用する測定器
-
水準器
-
ダイヤルゲージ(水平の基準面からの変位量)
水準器は、測定物の傾き(水平度)を測定する測定器です。水準器の感度は、気泡が 1 つの目盛り(目盛り幅:2 mm)だけ移動するために必要な傾き量を【mm/m】で表します。水準器の感度は【0.02mm/m】【0.05 mm/m】【0.1 mm/m】の3種類があり、必要とする精度に応じて使い分けが必要です。
機械装置の組立作業では、部品やユニットの真直度・平面度が良い面に水準器を置き、傾きを測定して調整を行います。デメリットとしては、実際に測定している箇所が「何ミリ高いのか?低いのか?」が分かりずらい点です。
水準器
ダイヤルゲージは、測定面の変位量を測定する測定器です。部品やユニットの水平測定に使用する場合は、ダイヤルゲージをマグネットスタンドやハイトゲージに取り付け、ダイヤルゲージ側を基準面となる面上を滑らせながら測定します。このとき重要となるのが、基準面が水平であり、かつ真直度・平面度が良いことです。ここでいう基準面とは、マグネットスタンドやハイトゲージの下面(ベース面)を滑らせる面を指します。測定したときに、ダイヤルゲージが示す値は、「基準面に対しての測定点の変位量」であるため、基準面が水平で、かつ真直度・平面度度が良い状態でなければなりません。
ダイヤルゲージ

このように、水準器やダイヤルゲージを使用して水平を測定する方法は、一般的な方法であり高精度に測定が可能なため信頼性が高いです。そして何より、細かい組立作業において非常に重宝する方法でもあります。
一方で、測定条件や作業環境が水準器やダイヤルゲージに不向きな場面や、広範囲の水平状態を数値化したい場合には、高低差の測定が可能なオートレベルがおすすめです。
-
オートレベルは0.05mm単位の測定ができる
多くの方は、「オートレベルは測量で使用する測定器だから、0.05mm単位を測定できない」と考えがちですが、実際にはやり方次第で0.05mm単位の精度を得ることが可能です。
参考


オートレベルで0.05mm単位を測定する方法
オートレベルで0.05mm単位を測定するためのポイントがあります。
-
オートレベルに狂いがないこと
-
6m以下の短距離で測定すること
-
視準線が目盛り幅のどこに位置しているかを細かく読み取ること
どのような測定器であっても、測定器そのものに狂いがあっては正確な測定はできませんが、オートレベルの場合は、乱雑な取り扱いをされることが多く、かつ定期的な校正を行っていないことも多いので、精度が狂っている事があります。そのため、測定作業を行う前には、オートレベルに狂いがないかを確認することをおすすめします。
オートレベルの精度の確認方法
オートレベルの精度の確認方法
①測定ポイントAと測定ポイントBの中間位置にオートレベルを設置して測定する

②オートレベルの位置を片側の測定ポイントに近づけて、再度測定する。
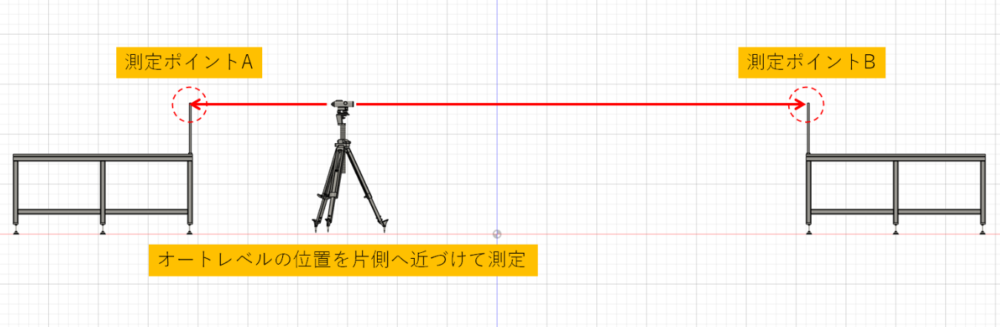
③中間位置での測定値と、片側に近づけた位置での測定値を比較する。
④ その差が「誤差」となり、オートレベルの精度となる。
オートレベルの精度が正しく担保されていることを前提とすると、次に重要になるのは、「6m以下の短距離で測定すること」、そして「目盛りを読み取る際に、視準線が目盛り幅のどこに位置しているかを細かく読み取ること」です。
短距離で使用する理由は2つあります。1つ目は、測定器そのものの誤差の影響が小さくなること、2つ目は、目盛りが大きく見えるため、細かい値が読み取りやすくなることです。これにより、0.05mmの微小な変化が読み取れるようになります。
また、目盛りを読み取る際は、視準線が目盛り幅の中央、上端、下端のどこにかかっているかを正確に確認し、可能な限り細かく読み取ることも重要です。この「読み取りの精度」が測定結果となるので、集中して読み取るようにします。
実際に測定してみた
オートレベルで0.05mm単位の測定が本当にできるのかどうか、実際に検証してみました。
-
測定距離が3mの時と8mの時の目盛りの見え方の違い
-
高さ測定治具にシムを追加したときの測定値の変化
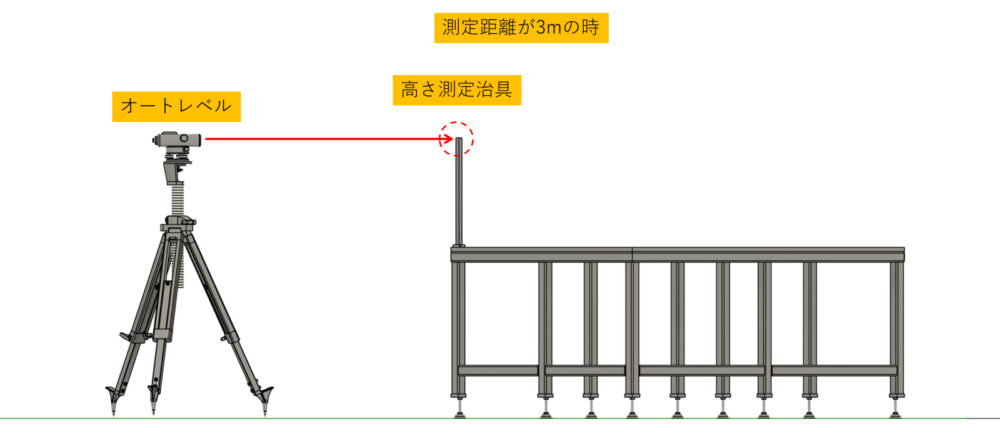
測定距離が3mの時と8mの時の目盛りの見え方の違い
まず初めに、オートレベルと高さ測定治具までの距離が3mの時と8mの時で、どのように見え方が違うのか?を検証してみました。
測定の条件

検証結果
-
距離が近いと、目盛りが大きく、はっきりと認識できる
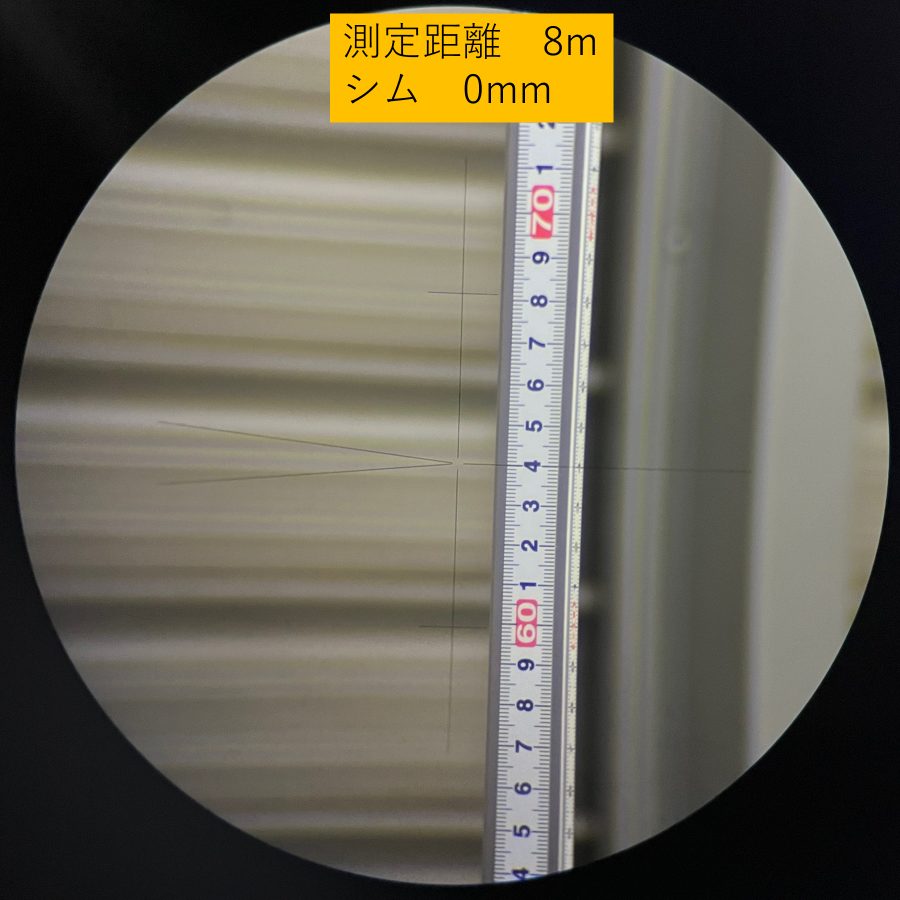
下記に3mと8mの見え方を、オートレベルの望遠鏡からカメラで撮ってみたので、確認してみてください。
3mと8mの見え方の違い
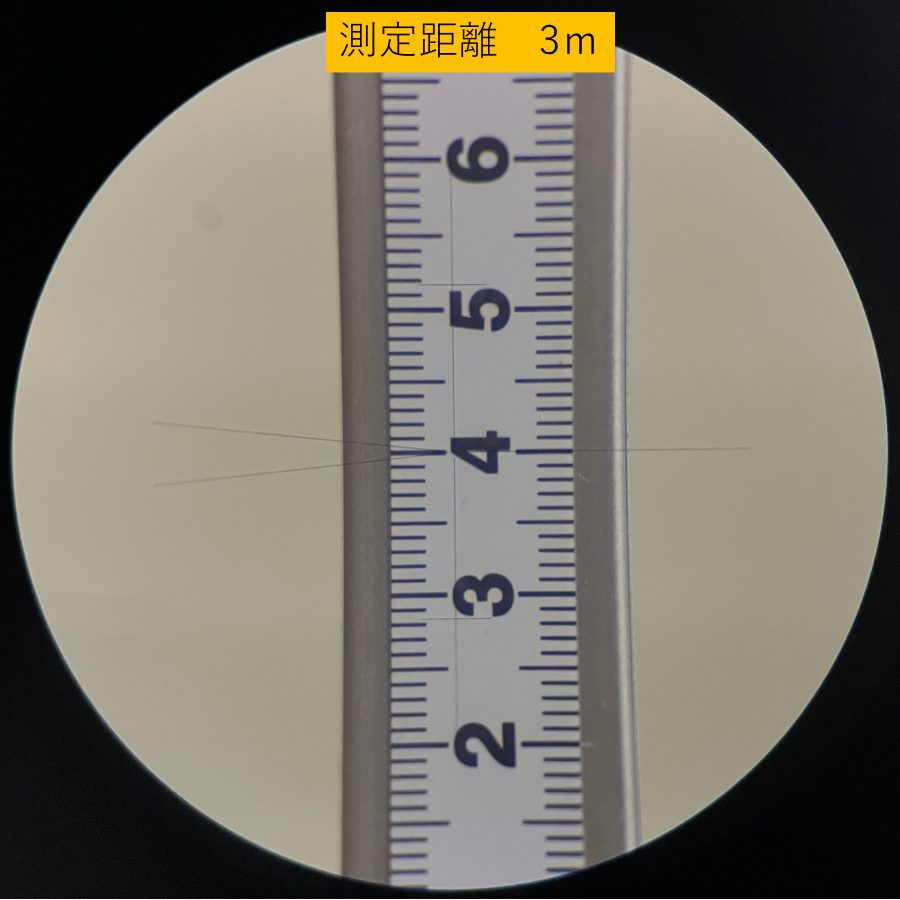
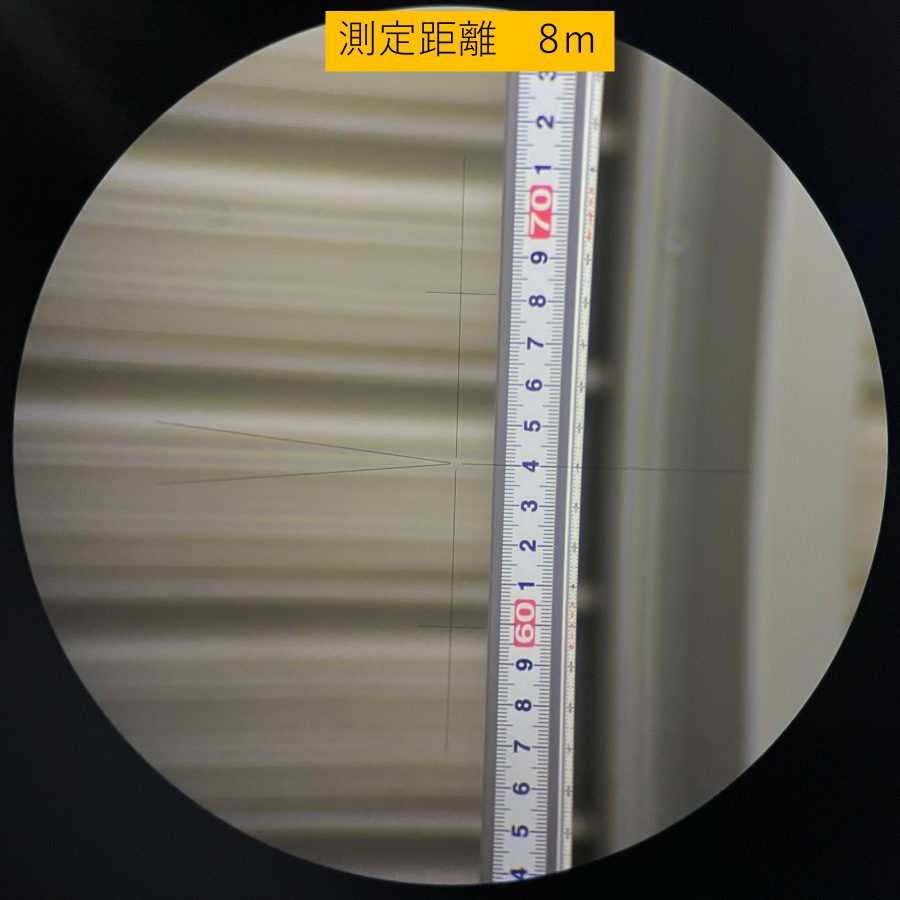
ご覧の通り、目盛りの見え方が全く違いますね。
3mだと、目盛りが大きく見えるので「線の幅のどこを視準線(水平の線が示しているか?」がはっきりと認識できます。つまり、細かい数値の変化を読み取ることができるということです。しかも、距離が近いということは、測定器の誤差が影響しにくいので、より正確な測定が可能となる訳です。
一方で、8mだと目盛りが大きく見えるので、細かい測定が難しくなります。写真では伝わりにくのですが、実際のところ、8mでも細かい数値を読み取ることはできます。ただ、結構ギリギリの読取りになるので、短距離で使用したほうが良いでしょうね。
高さ測定治具にシムを追加したときの測定値の変化
次に、測定距離が3mの時と8mの時に、高さ測定治具に0シムを追加して、見え方にどのような変化があるのか?検証してみました。
シム量の下記の通り
-
シム0mm
-
シム0.05mm
-
シム0.1mm
-
シム0.2mm
検証方法
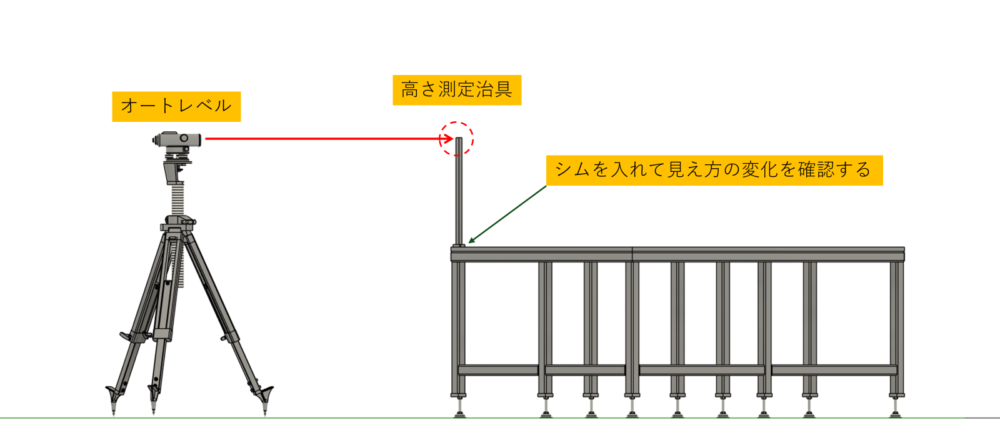
シムが0mmのときに、オートレベルを高さ測定治具の目盛りを合わせる ⇒ シム0.05mmで測定する → シム0.1mmで測定する → シム0.2mmで測定する、、、、、と段階的にシムを追加し、目盛りの見え方の違いを比べてみます。
3mの時の見え方の変化
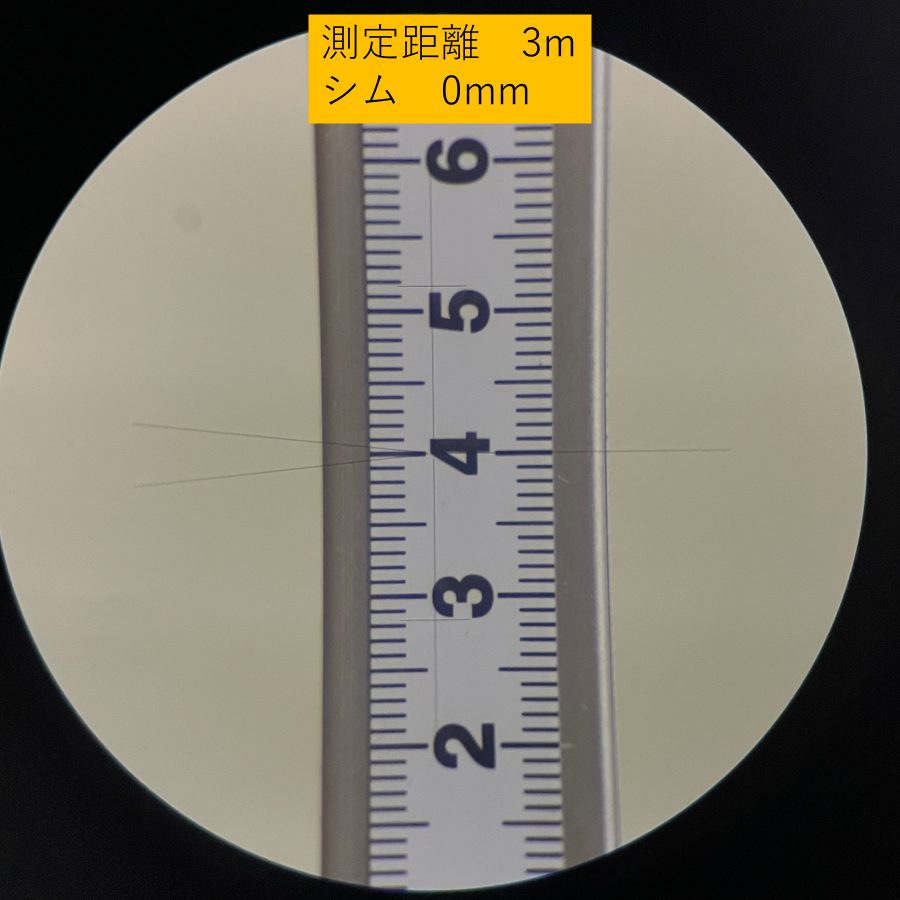
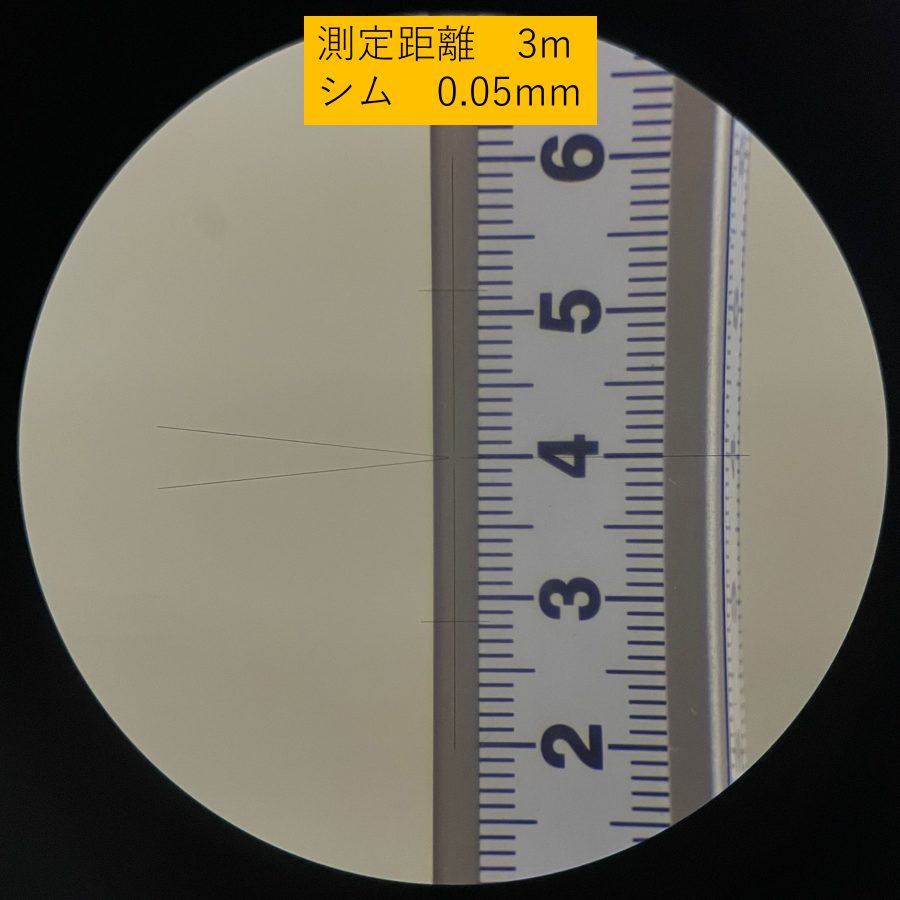
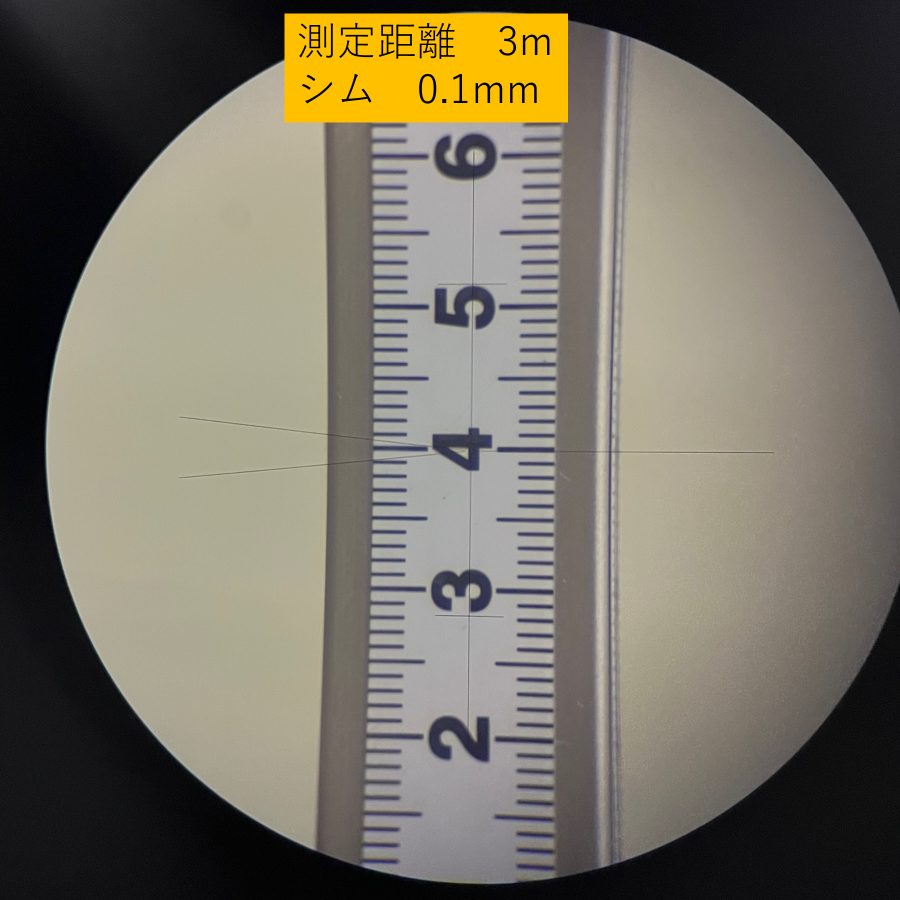
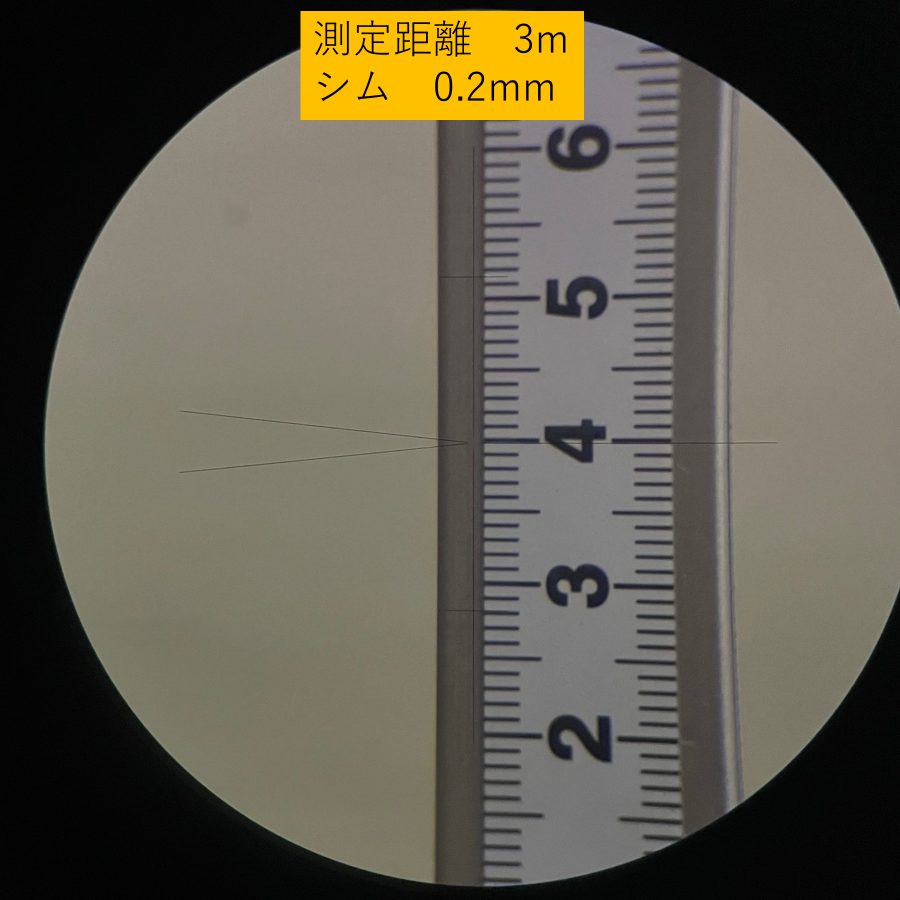
3mの時の見え方の変化
-
0.05mmの変化を読み取ることができている
写真の通り、シムを増やすたびに、目盛りの線の幅に対して、視準線(水平の線)が少しずつ変化していますね。
この微妙な変化を読み取ることで、「高精度が測定=高精度な精度出し」が可能となる訳です。
8mの時の見え方の変化
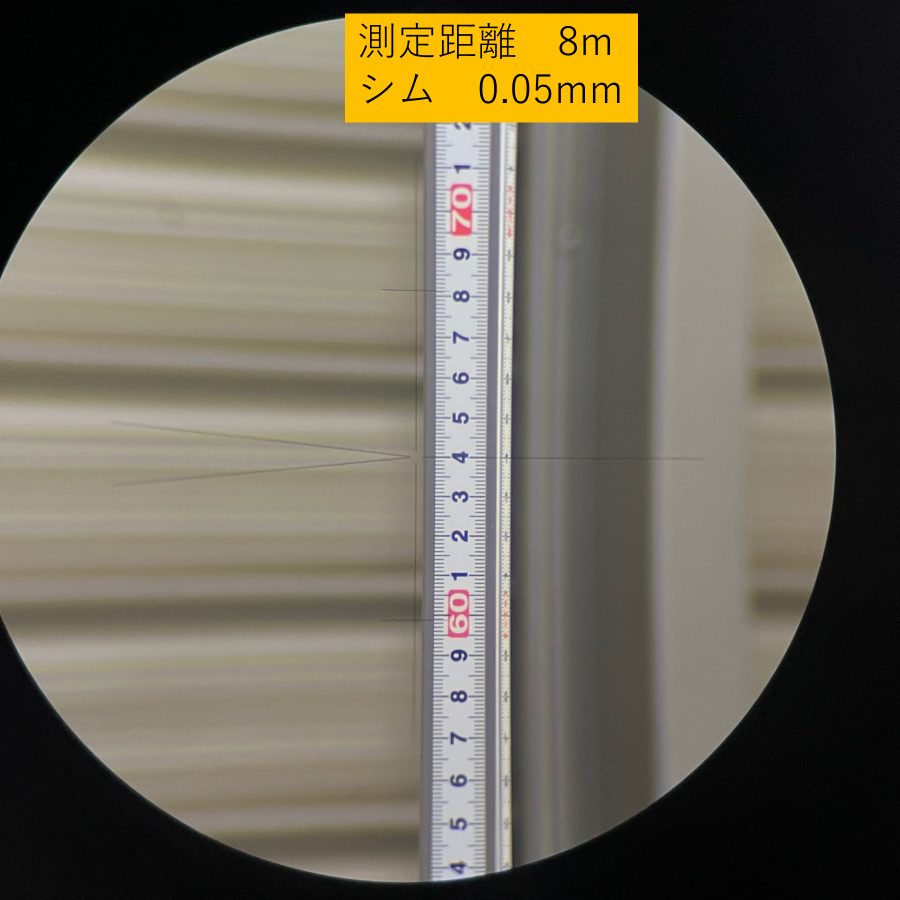
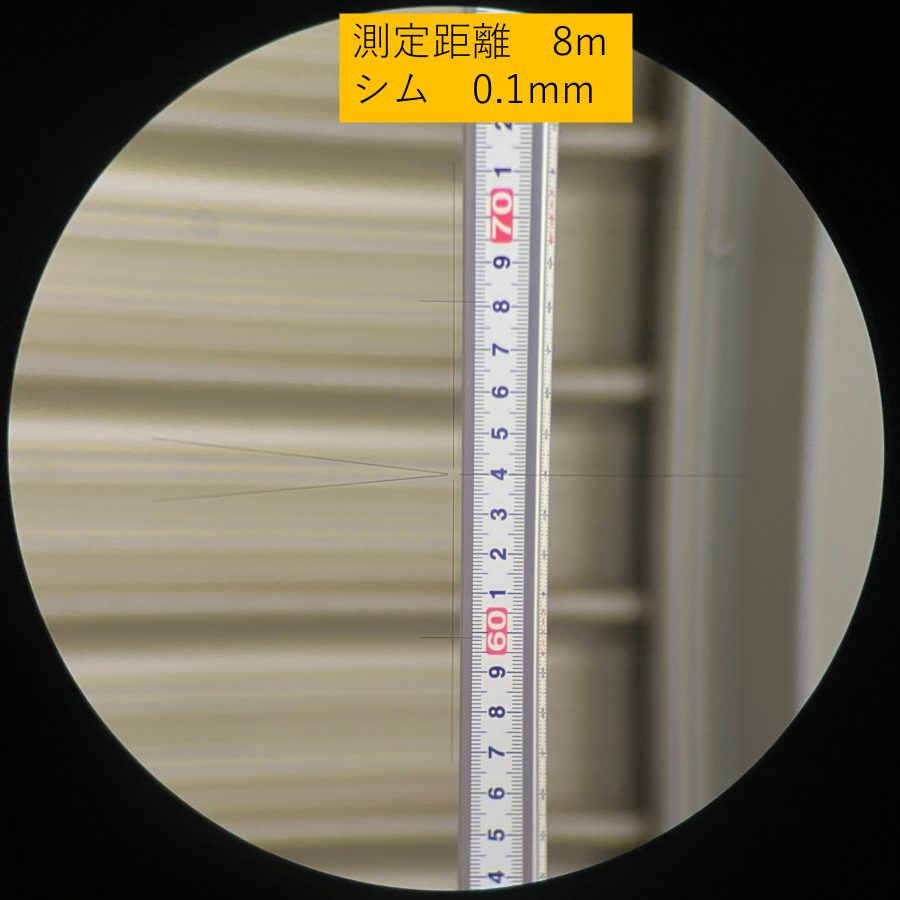
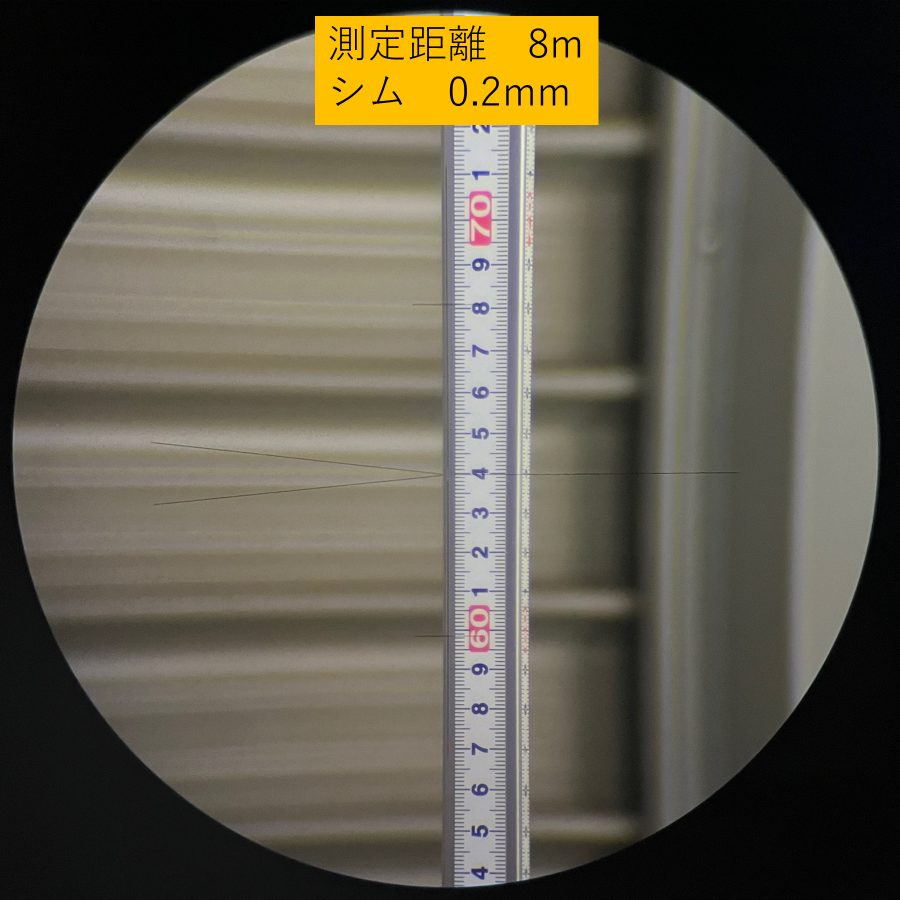
8mの時の見え方の変化
-
0.05mmの変化を読み取ることができない(かなり厳しい)
- 0.1mm以上の変化なら読み取ることができそう
8mとなると、目盛りが小さくなるので、細かい変化をはっきりと読み取ることが難しくなります。ただ注意深く読み取れば、0.1mm以上の変化は読み取れますが、確実性は低いと言えそうです。
以上の検証結果から、「短距離で測ること」「視準線が目盛り幅のどこに位置しているかを細かく読み取ること」によって、オートレベルで0.05mm単位の測定が可能だということがお分かりいただけたと思います。
ポイントまとめ
それでは、オートレベルで水平を0.05mmの精度で測定・調整をする方法、について重要なポイントをまとめておきます。
ポイント
- オートレベルは高低差をスピーディーに広範囲に数値化することできる測定器
- 測定距離を6m以下で使用することで、0.05mm単位の測定ができる
- オートレベルの狂いがないこと、6m以下の短距離で測定すること、目盛りを細かく読み取ること、の3つが高精度測定に欠かせません
以上3つのポイントです。
*おすすめのオートレベルは、ソーキのB20(品番)です。高価ですが精度は間違いありません。
*おすすめの三脚はペンタクッスのエレベーター式です。
関連記事:【精度測定/精度調整】
以上です。