
今回は「組立の基準は1か所が基本」についての記事です。
私は今日に至るまで、数多くの機械装置を組立てきました。そしてその経験から「基準は1か所」が組立の基本だと確信するようになりました。
これは、誰かに教えてもらったわけではなく、幾度となく組立と測定を繰り返してきて実際に感じたことであり、今では私の組立理論となっています。
当たり前と思う人もいるかもしれませんが、私の考えを読んでいただければと思います。
組立の基準とは
私の組立理論の1つに「基準は1か所とし、その基準からすべての部品を組付ける」と言う考え方があります。
これは新規の機械装置を組み立てる時に有効な方法です。
なぜ、基準は1か所に限定しなければいけないのか?
部品一つ一つが図面寸法通りに組付けられていれば、どの部品を基準としようが、好きにすればいいのでは?
確かにそうかもしれない。
ですが、なにか忘れていないでしょうか?
-
測定器の器差
-
測定の読取り誤差
-
測定器の種類による精度
つまり、毎回違う基準から部品を取付けると累積誤差によって精度を失っていくのです。
自分が組付けた部品の精度は何をもって図面の寸法に通りに仕上がっていると証明するのか?非常に大切なことです。
私はこの嫌いがあるので、基準は1か所として複数の部品を組付けて、さらに整合性を図るために他の部品との位置関係を測定し矛盾を排除するように組み立てています。
これは装置の部品点数が多く複雑になるほど重要になります。さらに言いますと、いくら精度の良い部品であってもこの考えが覆ることはなく、測定の誤差が無いと考えたとしても部品寸法に「公差」がある以上、累積による精度変化は起きえます。
1か所の基準から組立てる考え方
前述で「基準は1か所とし、その基準からすべての部品を組付ける」と言いましたが、もう少し分かりやすく解説します。
基準の違い
*クリック拡大
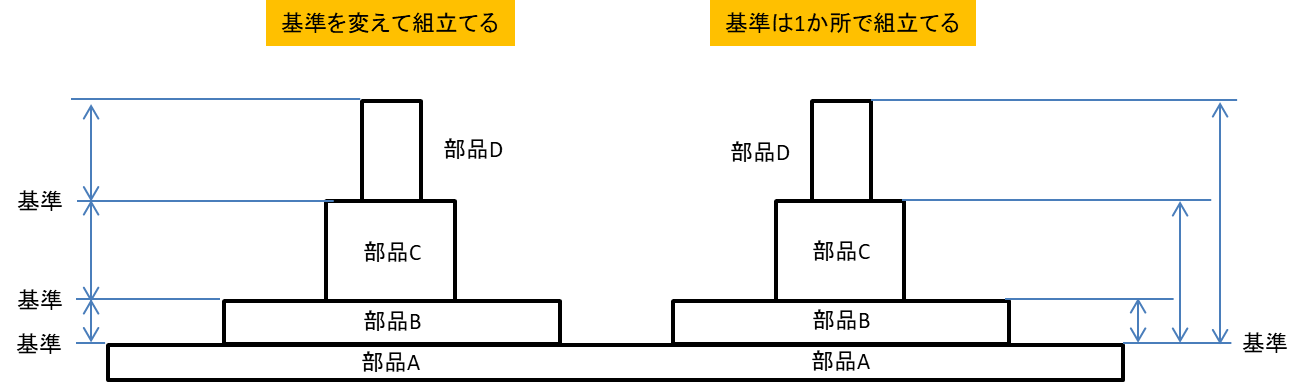
基準の違いによる組立てのイメージとしてはこのような違いになるのですが、これは図面の寸法記入の違いと同じ考えとなります。
*寸法の記入方法の詳しい解説はこちらをご覧ください ⇒ 機械設計メモ2 「累進・直列・並列寸法の違い・入れ方・使い分け」
「基準を変えて組立てる」と「基準は1か所で組立てる」では最終的に「部品D」の精度に違いがでます。
「基準を変えて組立てる方法」ですと部品Aから部品Dの寸法は基準値に対して誤差が大きくなり、「基準は1か所で組立てる方法」は部品Aから部品Dの寸法は基準値に対して誤差は少なくなります。
これをどう考えるのか?
どこの部品が重要なのか?
最終的に必要な寸法はどこなのか?
新規で機械装置を組立てる場合は、ベースフレームに部品やユニットを積重ねて組立てる方法となると思いますが、最終的に「ワークに仕事をする部分の精度」はどうなるでしょうか?そして、ユニット同士の位置関係は?
さらに言いますと、部品を積重ねていくほど、シム調整や部品の追加工(現合加工)は難しくなることも考えられます。
それは「メンテナンスで分解する確率が高くなるので再現性に心配がある」「そもそも調整できる部分がない」などの理由があるためです。
このようなことを考えた時に「基準を変えて組立てる」は累積で誤差が大きくなるので好ましくないと思うのです。
基準の応用
それでは応用として下記のような状況ではどうでしょうか?
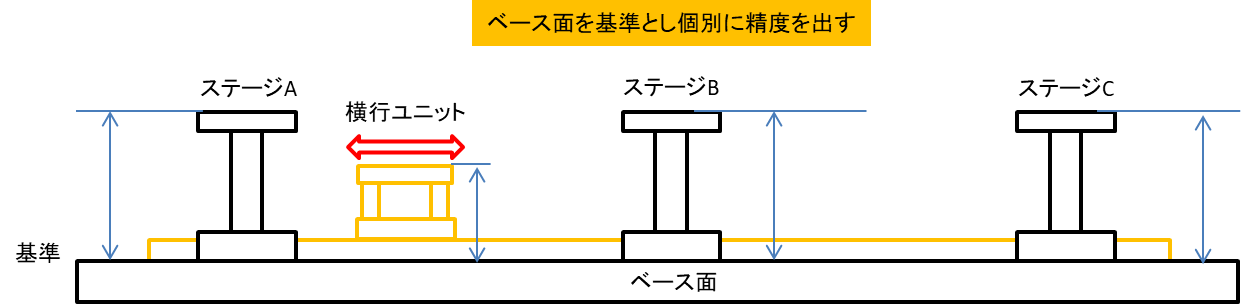
基準の考え方
*クリック拡大
ベース面基準
横行ユニット基準
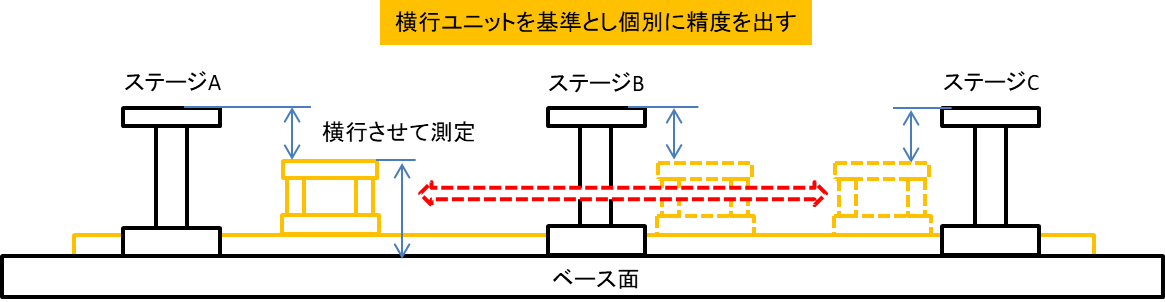
この場合は横行のユニットが装置の要となる機構で、なおかつベース面に取付けられていて初期段階で組立てることになるので横行ユニットを基準とし各ステージの位置関係を調整することが望ましいと思います。
ベース面基準で組立てる場合で考えると、ベース面が機械加工されていて信用できる平面だとしても平面度が「0」はありえないので、「測定器の誤差や読取り誤差がない」と考えても、横行ユニットが装置の要となる以上「ステージA」「ステージB」「ステージC」の精度は必要な値になっているとは限りらないと思います。
ですが、実際にはベース面がある程度信用できるのならば、ベース面基準で組付けをしてもいいでしょう。ただ、忘れてはいけないのが「本当に必要な精度になっているか?位置関係は良いのか?」と言う疑問です。疑問を感じたら整合性の確認を怠ってはいけません。
測定の誤差について
組立て精度に影響するのは測定の誤差です。測定の誤差によって組付けた部品の精度が一定ではないと言うことを理解しておく必要があります。
それは冒頭にも触れましたが下記の理由が挙げられます。
-
測定器の器差
-
測定器の種類による精度
-
測定の読取り誤差
これは測定器を適切に扱って正しい測定をしても解決できないことです。
器差とは
測定器が示す値と真実の値との誤差。測定器が示す値が絶対ではないと言うことで、同じ測定器でも示す値が違う場合があります。
種類による精度とは
測定器には様々な種類があり、例えば今回のような組立て作業で用いる測定器には「水準器」「ハイトゲージ」「ダイヤルゲージ」「オートレベル」などがあります。
この測定器にはそれぞれに保障されている精度があり、どの程度の「正確さ」があるのかは測定器によって違います。ですから、どの測定器が良い悪いではなく、それぞれの「精度の違い」を把握して使用しないと組付け誤差が大きくなってしまうのです。
読取り誤差とは
作業者が測定器から読み取る数値が一定ではなく、特に目盛りを読取る測定器は読取り誤差が発生します。それは目視で目盛りを読取るので、「作業者の感覚」に委ねられるためです。
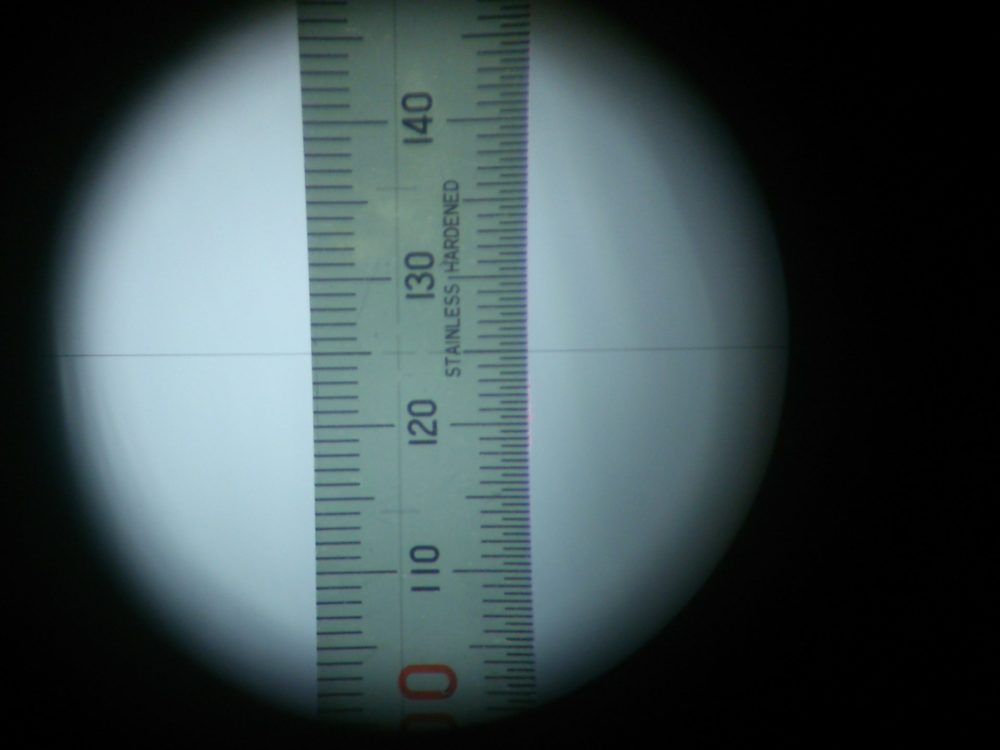
また、オートレベルなどの多様な距離で測定する場合には、測定する距離によって目盛りの大きさが違うので読取り誤差が生じやすいです。
*下記にオートレベルの見え方を載せます。目盛りの一体どこを読取るのか?長距離になればなるほど目盛りは小さく見え、正確な値を読取ることができません。
オートレベルの見え方
測定誤差まとめ
測定の誤差、何をもって「正」とするのか。測定器の特性、測定方法をしっかり考えて、そして測定値が本当に正しいのか?疑問を持つこと。
そういった感覚は非常に大切で、私が測定値に自信が持てない時には「繰り返し測定する」「測定器を変える」「測定器の種類を変える」「測定方法を変える」など整合性が図れるように慎重な測定をおこなっています。
まとめ
今回解説した内容は、私の経験によるもので「実際にやってみてどうだったのか」の結果に基づく考えです。
技術も大切ですが、基本の「考え方」はもっと重要です。自分自身に理論がなければ、様々な状況に対応することが難しく同じ作業でしか結果を出せなくなってしまいます。状況が変わっても、経験したことがない機械装置でも基本的な考えを持っていれば迷うことはないし、少々寄り道をしたとしてもやり遂げることが出来ると思います。参考にしてください。
参考


関連記事:【精度測定/精度調整】
以上です。