
この記事はAIで音声配信しています。
機械装置の組立において、水準器は水平の測定に使用されるイメージが強いですが、実は、平面度を測定することもできます。
とはいえ、測定や計算が手間で難しいため、現在ではあまり使われない方法かもしれません。ここでは、参考として 水準器で平面度を測定する仕組みと考え方 を簡単に解説しておきます。
定盤の平面度を水準器で測定して数値化する方法
平面度の測定方法
皆さんは、部品、ユニット、定盤などの平面度(平らな度合い)を測定して数値化する場合、どのように測定するでしょうか。
例えば、このような平面度の測定方法があります
-
水準器
-
オートコリメーター
-
定盤やストレートエッジなどの基準面と比較する(ダイヤルゲージやすき間ゲージを使用)
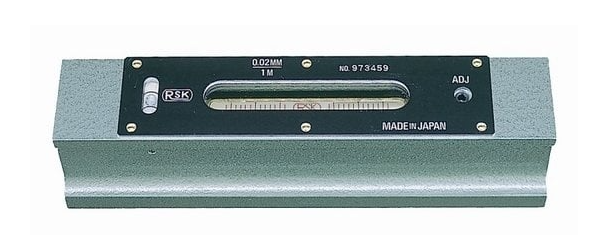
水準器を用いた平面度の測定は、測定物の各ポイントで「傾き」を読み取り、数値化する方法です。また、水準器の種類には、気泡の偏りで傾きを読み取るアナログタイプ(等級の種類あり)と新潟精機のレベルニックのようにデジタルで高精度な測定ができるタイプがあります。
一方、オートコリメーターは光の反射を利用して、非常に小さな角度(傾き)を光学的に測定する装置で、平面測定以外に、測定器の校正にも使用されます。高額で維持管理にもコストがかかるため、一般の工場が所有することは少なく、専門業者による精密測定に使用されるケースがほとんどです。
また、定盤やストレートエッジなどの基準面を用いて測定物と比較する方法もあります。この方法は、ダイヤルゲージやすき間ゲージを使用して、基準面との差を読み取ることで平面度を数値化することができます。
水準器
この中でも今回は、水準器で平面度を測定する方法 を簡単に解説していきます。
平面度の測定パターン
水準器で平面度を測定する場合の、測定パターンは下記の通りです。
- 対角線法
-
井げた法
- 混合方法(井げた法と対角線法をアレンジ)
- その他、測定物の大きさ・形状に応じて測定ポイントを決定する
測定する方法
測定の注意点
- 線上を測定する
- 測定物の端(外周)は精度が出ていないので、端から十数ミリ内側を測定する
- 測定箇所は奇数とする(測定物の中心に基準点が位置するため、傾きの計算が簡単です)
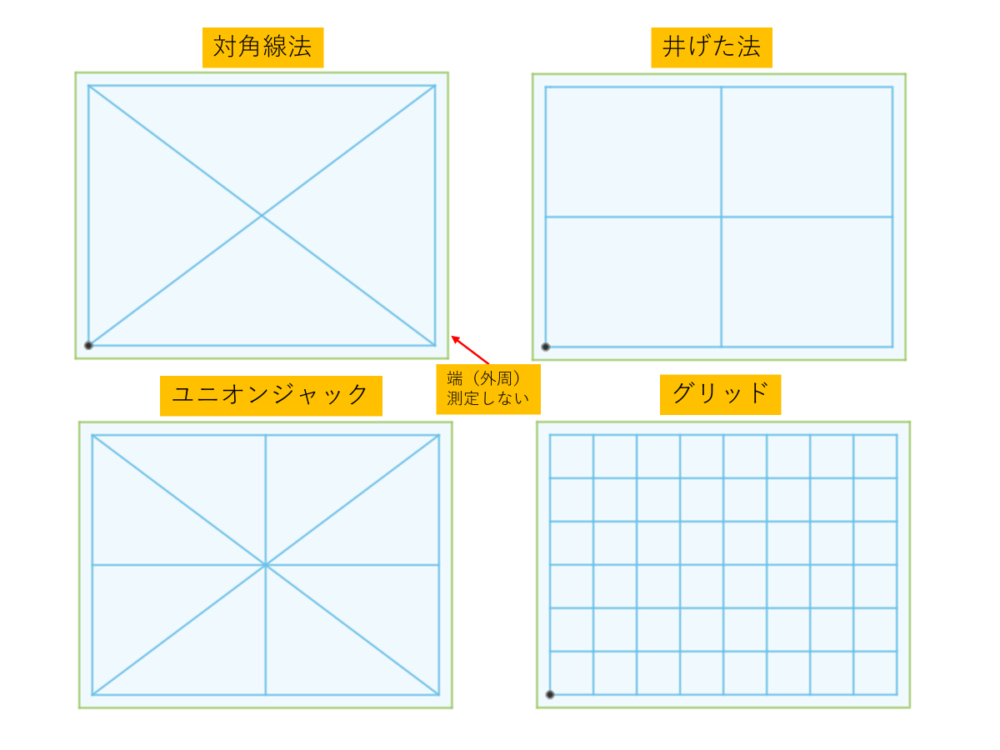
対角線法は、測定物の対角線方向に測定ポイントを配置し、四隅を結んで高さの傾向を確認する方法です。直線距離を長くとれるため、大きな「反り」や「ねじれ」のような広域のゆがみを把握しやすいのが特徴です。
井げた法は、測定ポイントを縦・横方向に格子状(井げた)に配置する方法です。局所的な凹凸や小さなうねりの傾向を捉えやすく、詳細な面状態を確認できます。
混合方法(井げた法+対角線法)は、井げた法と対角線法をアレンジして、より平面度をより高精度に、詳細に、把握する方法です。例えば、ユニオンジャックやグリッド(網目)があります。
その他、対象物の大きさ・形状に応じた測定パターンは、測定物が細長い、L字形など特殊形状の場合は、標準パターンにとらわれず、形状に沿って測定点を配置します。重要なのは「精度が必要な方向に沿って測定ポイントを適切に配置する」ことになります。
参考


測定の前準備
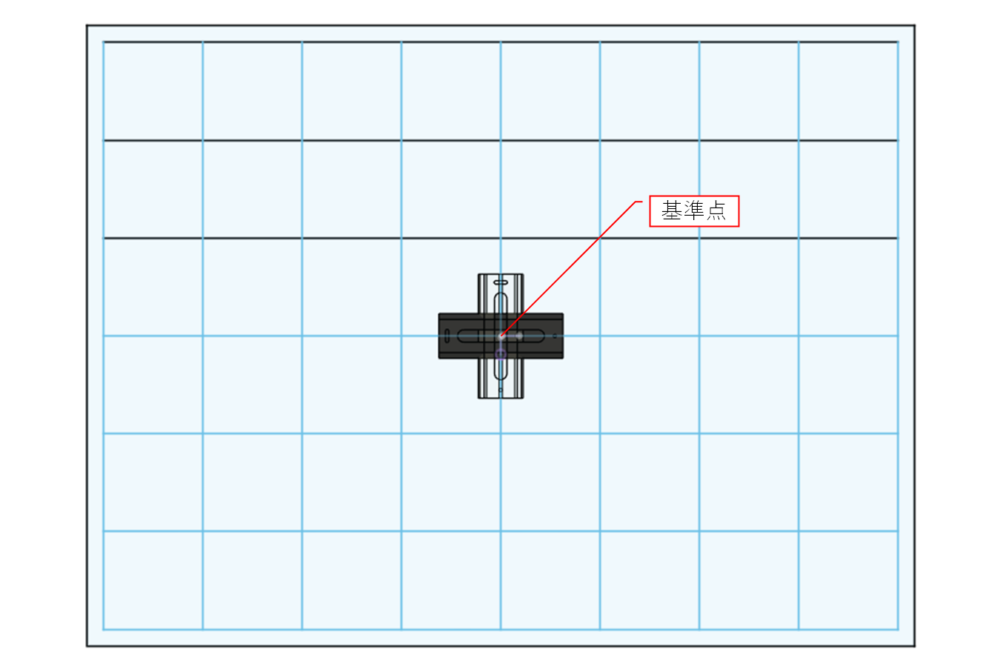
今回は、石定盤の平面度をグリッド(網目)パターンに沿って測定を行います。
測定する定盤
-
石定盤
-
サイズ 750×1000
測定の前提
-
定盤の水平調整を完了させておく
*定盤の中心を平面度の基準点とするので、定盤の中心にX方向・Y方向に水準器を置き、水平調整を行っておく。
測定パターン
使用する水準器
-
精密水準器 平形JIS A級 0.02mm/m 長さ150L
グリッド(網目)パターンで測定する
-
750mmは5分割(5本線) 約118mmピッチ
-
1000mmは7分割(7本線) 120mmピッチ
*今回はこの間隔で測定します。
測定結果
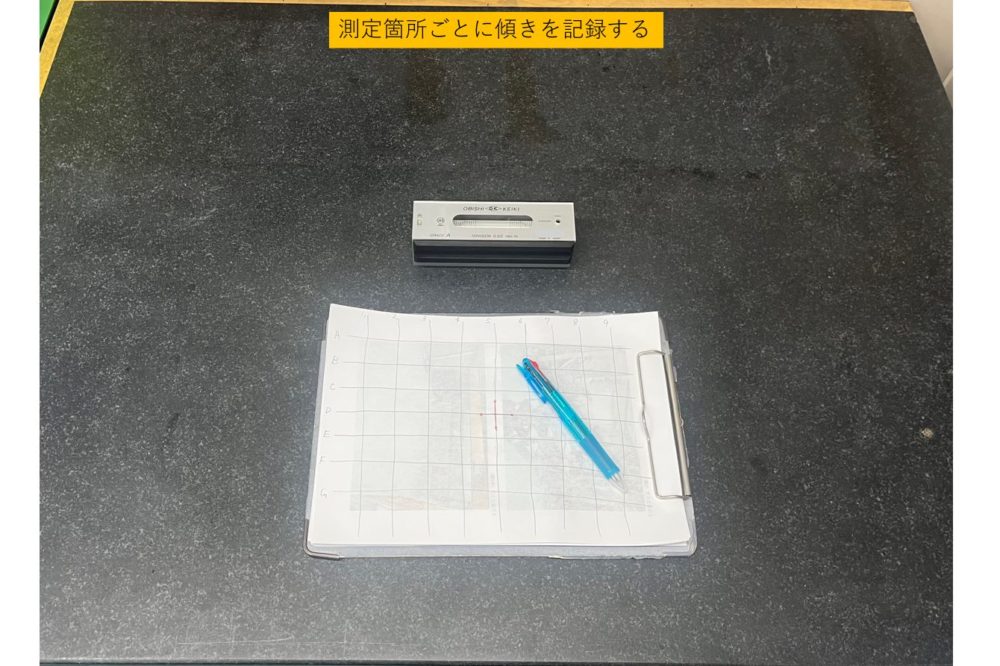
今回の測定では、定盤の中心を基準点として、グリッド(網目)パターンに沿って各測定ポイントへ水準器を移動させ、その地点ごとの傾き(気泡の移動量)を記録していきます。
測定と記録
測定が完了したら高さを算出する必要がありますが、水準器の測定値は「傾き(角度)」になるため、そこから高さ(μm)を求めるためには計算が必要となります。
0.02mm/mの長さ150mmの水準器の場合の計算
-
0.02 ÷1000 × 150 × 測定値(目盛り量)× 1000(mm → μm変換)= 高さ(μm)
この計算値は、水準器の端と端の高さの差です。水準器の中心の高さを知りたい場合は「÷2」をすればOKですし、120mmでの高さを知りたければ、150mmを120mmに置き換えて計算します。
各測定ポイントで求めた高さ(μm)は、X方向の測定ラインとY方向の測定ラインのそれぞれで、「定盤中心(基準点)からどれだけ高いか、低いか」という基準で数値化しています。
最終的には、X軸・Y軸すべての測定ラインで求めた高さを、同一座標ごとに合成(平均化)し、定盤全体の高低マップを構築します。
平面度の計算値
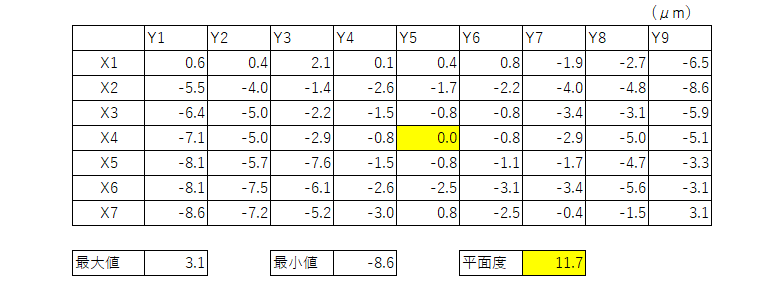
上記の通り、各測定ポイントの高さを、定盤の中心を基準点(0μm)とし、一覧表にまとめてみました。
この測定結果から、定盤の平面度を知るためには、最大値と最小値の差を計算する必要があり、それが「平面度(μm)」となります。
平面度の計算方法
-
最大値と最小値の差=平面度
今回の測定では、平面度 11.7μm という結果になりました。
日本産業規格の精密定盤(B 7513)によると、今回の定盤サイズだと、1級の場合は12μm程度の平面度が許容値となるので、なんとか1級の規格に入っていると言えそうです。
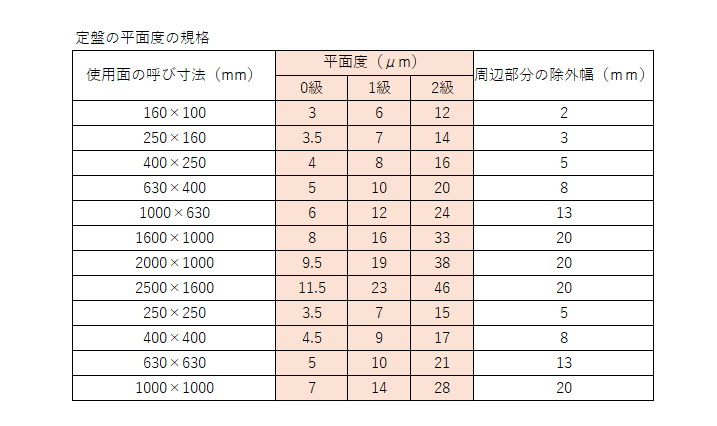
定盤の平面度の規格表
日本産業規格の精密定盤(B 7513)の平面度の規格表
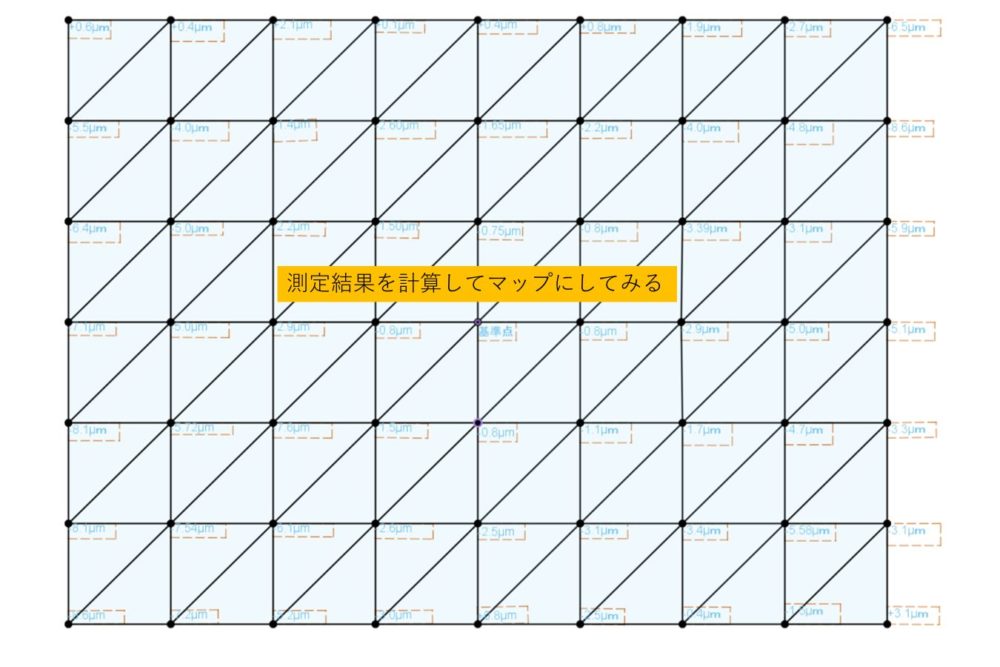
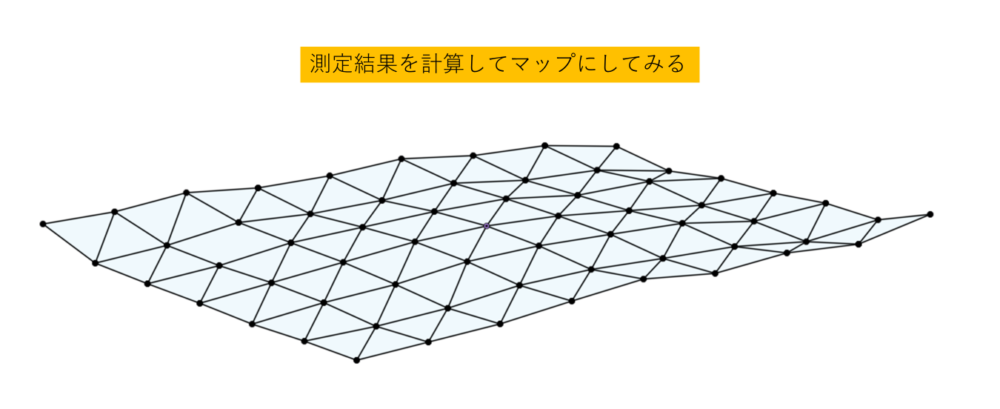
平面度のマップ
平面度は数値だけではイメージしにくいので、測定ポイントごとの高さをマップにすると理解し易くなるのでお勧めです。
平面度のマップ
ポイントまとめ
それでは、平面度を水準器で測定して数値化する方法について重要なポイントをまとめておきます。
ポイント
- 水準器は、水平だけでなく、平面度の測定もできる
- 測定ポイントの高さは、X軸・Y軸の測定値を合成する必要がある
- 平面度の計算は、測定ポイントの最大値と最小値の差=平面度 となる
以上3つのポイントです。
*水準器の購入はこちらから
*定盤の購入はこちらか
関連記事:【精度測定/精度調整】
以上です。