
今回は「エンザートの下穴は下穴表で確認する/施工方法の紹介」についての記事です。
エンザートはホームセンターで入手できるねじ山を強化できるナットです。下穴をあけることができれば特殊な工具が必要ないのでお手軽でDIY向きです。
今回の記事では、エンザートを施工するために必要な下穴と施工方法を紹介していきます。
記事の目次
エンザートの下穴は下穴表で確認する
エンザートとは
エンザートとはインサートナットに分類される埋め込みナットで、木材、樹脂、アルミのなどの比較的柔らかい材料に強度があるナットを埋め込むことが出来ます。
*エンザートの特徴についてはこちらの記事をご覧ください
-

-
ヘリサートとエンザートの特徴を比較【使い分けの実例を紹介】
今回は「ヘリサートとエンザートの特徴/どちらを選択するのか使い分けの実例」についての記事です。 ヘリサート ...
続きを見る

エンザートの下穴
エンザートを埋め込むためには、材料に穴をあける必要があります。
この穴の大きさのことを「下穴」と言いますが、下穴の大きさはエンザートの種類(型番)と母材の材質によって違いがありますので、下記のメーカーの下穴表で確認します。
引用抜粋:ケー・ケー・ヴィ・コーポレーション株式会社 下穴径の選定・設計
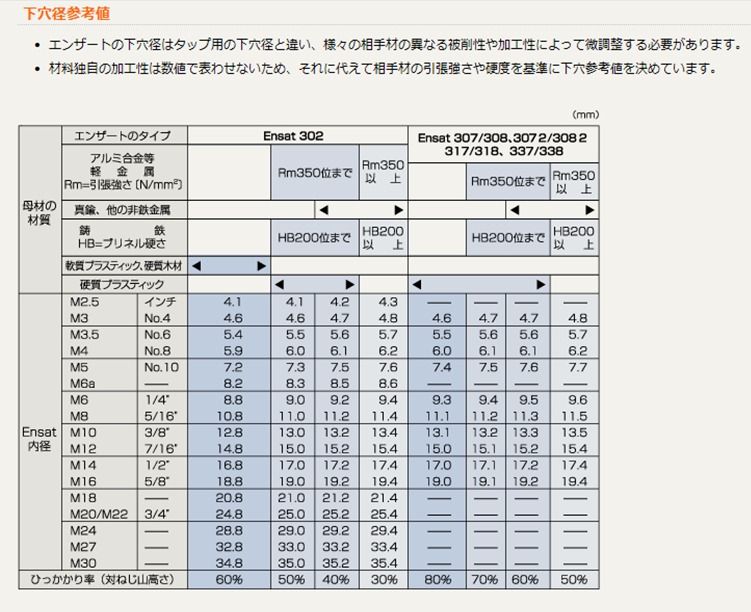
下穴表を見ますと、下穴径に範囲があるので「どのくらいの大きさで穴をあけるのか?」と迷ってしまいますが、私の場合は極力小さめの下穴をあけるようにしています。
下穴が大きすぎたり小さすぎると問題が起きる
もしも下穴表の規定値よりも大きすぎたり、小さすぎたりすると施工不良になる可能性があるので注意が必要です。
下穴が大きすぎると
-
エンザートの挿入が容易だけど、エンザート本体と部品の固定が弱くなる
下穴が小さすぎると
-
挿入時の負荷が大きくなり、挿入時のピッチ遅れ(エンザートの回転に対して穴に入って行かない)が起きエンザート本体の固定が弱くなる
このようなことにならないように、下穴表の規定値で穴をあけるようにしましょう。
施工方法の紹介
それではエンザートを実際に施工してみたので紹介します
今回の施工する条件
-
ねじ径・・・M6
-
エンザート302型・・・割溝タイプ。一番汎用性のあるエンザートです。
-
下穴径・・・8.8mm~9.2mm
-
下穴深さ・・・エンザートの長さ×1.2 ≪14×1.2=16.8mm以上の深さが必要≫
-
施工材料・・・アルミ材(種類は不明)
それでは順を追って解説していきます。
下穴加工
今回のM6エンザートの下穴は前述で紹介したメーカーの下穴表で確認した結果、「8.8mmのドリル」で穴をあけることにしました。
下穴加工

エンザートのセット
エンザート本体にボトルナットを取付けて、ナットを締付けしっかりと固定し、挿入する穴に少しだけ食い込ませてセットします。
エンザートの向きは挿入する側の先端に溝や側面穴があるようにセットします。この溝や側面穴が挿入側の穴を切削して本体が挿入される仕組みです。
エンザートのセット

エンザートの立ちと挿入
ボルトナットのボルトとナットの両方に工具をセットし挿入します。
ボルトとナットの両方に工具を掛けるのは、エンザートを真直ぐに挿入される為で、両手で補正しながら作業が出来るので有効です。
少し入れては、エンザートの立ち(鉛直)を確認します。1/3以上挿入されると立ちの修正は難しくなるので、挿入初期段階でしっかりと確認と補正を行います。
エンザートの加工

挿入時の注意
挿入するとエンザートの先端から切削時のキリ粉がでます。このキリ粉がスムーズに出てくるようにタップオイルを塗布すると良いです。
またこのキリ粉は内側(穴の中)に出ますので下穴の深さが大切に立ってきます。適正な深さが無いとキリ粉が溜まる空間が無くなってしい、エンザートが入りきらない事態が起きますので止め穴は十分に注意します。
挿入はナットが部品に当たるまでです。ナットが部品に当たるとそれ以上は挿入する事ができません。
エンザートの挿入

エンザートの飛び出し
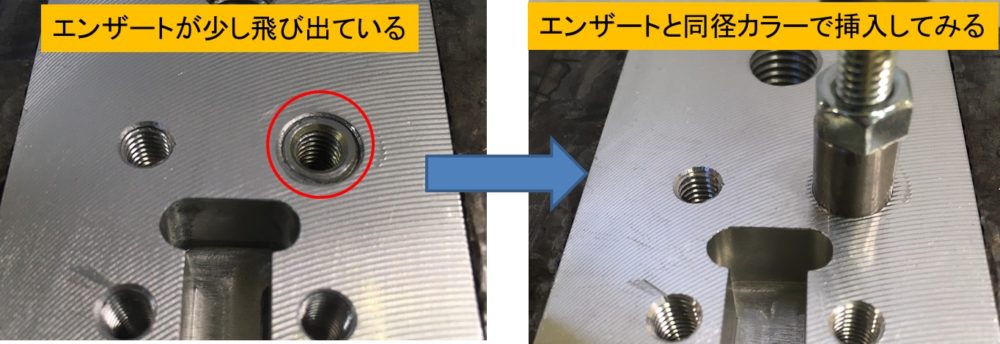
確認してみると、部品の面よりエンザートが少し飛び出しています。入りきっていません。
カタログには、「下穴の面取りを行うと入りやすい」とありましたが、それでも完璧には入りきらないようです。
そう言う場合には、エンザートの外径より小さいカラーをボルトナットの間にセットして挿入すると、部品の面に接触しないのでエンザートが入ると思います。
エンザートの挿入
最終確認
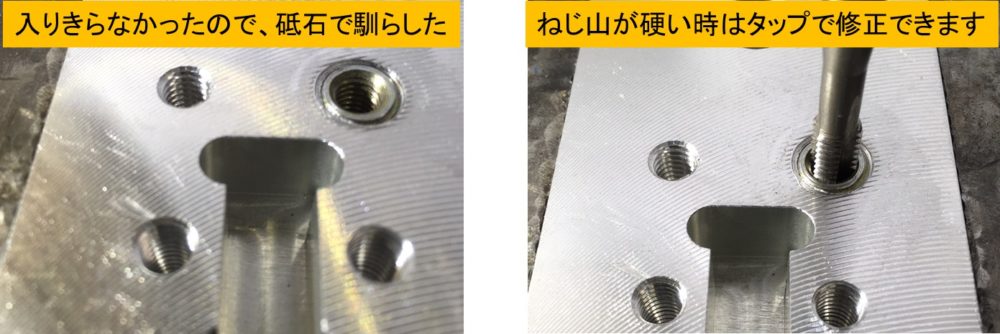
ボルトナットにカラーを入れて挿入してみましたが、それでも少しだけ飛び出ていましたので、砥石で面修正を行いました。
最終確認として、エンザートにねじを入れてみたところ、所々抵抗を感じましたのでタップを通して修正し完了としました。
エンザートの確認
ポイントまとめ
それでは、エンザートの下穴ろ施工方法について重要なポイントをまとめておきます。
ポイント
- エンザートとはインサートナットに分類される埋め込みナット
- 下穴の大きさはエンザートの種類(型番)と母材の材質によって違いがある
- 下穴は大きすぎても小さすぎても、エンザートの固定が弱くなってしまう
- 挿入初期段階で鉛直具合をしっかりと確認と補正する
- キリ粉がスムーズに出てくるようにタップオイルを塗布すると良い
以上5つのポイントです。
*エンザートの購入はこちらから
関連記事:【材料/溶接/加工/表面処理】
以上です。