
今回は「LMガイドの高さ平行度を測定する方法【忘れがちな精度】」についての記事です。
LMガイドの平行には走り平行度と高さ平行度がありますが、実際の組付けでは走り平行度のみ調整と測定が行われていることが多く見受けられます。
そこで今回の記事では、高さ平行度の必要性と高さ平行度の測定方法や得られた精度から何を判断するのか?を紹介しようと思います。
記事の目次
LMガイドの平行度
走り平行度
LMガイドの走り平行度とは、LMガイドのピッチ方向の平行のことです。
*LMガイドの走り平行度の平行出しについてはこちらの記事をご覧ください。
-

-
LMガイドの平行出しを素早く行う方法【ダイヤルゲージの測定ポイント】
今回は「LMガイドの従動側の平行出しを素早く行う方法」についての記事です。 LMガイドは精度が良い直動部品 ...
続きを見る

走り平行 イメージ図
*クリック拡大
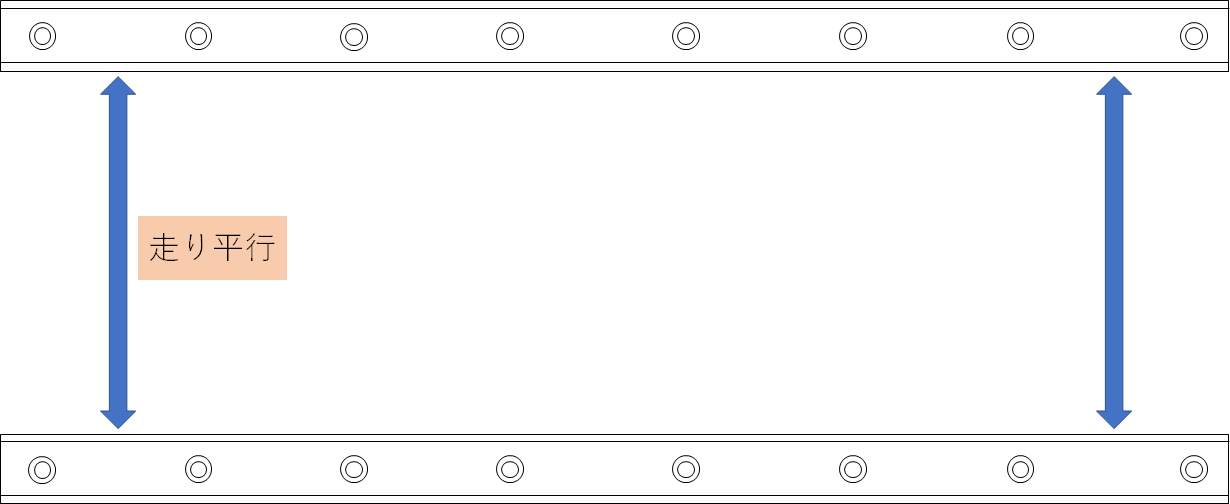
LMガイドのピッチ方向の平行を測定して調整する作業は、私が今まで多くの作業を見てきた中では当たり前のように行われているのです、実はそれだけでは平行出しは完了したとは言えません。
高さの平行
LMガイドの平行には「走り平行度」と実はもう一つ重要な平行があります。
もう一つの重要な平行とは、、、
-
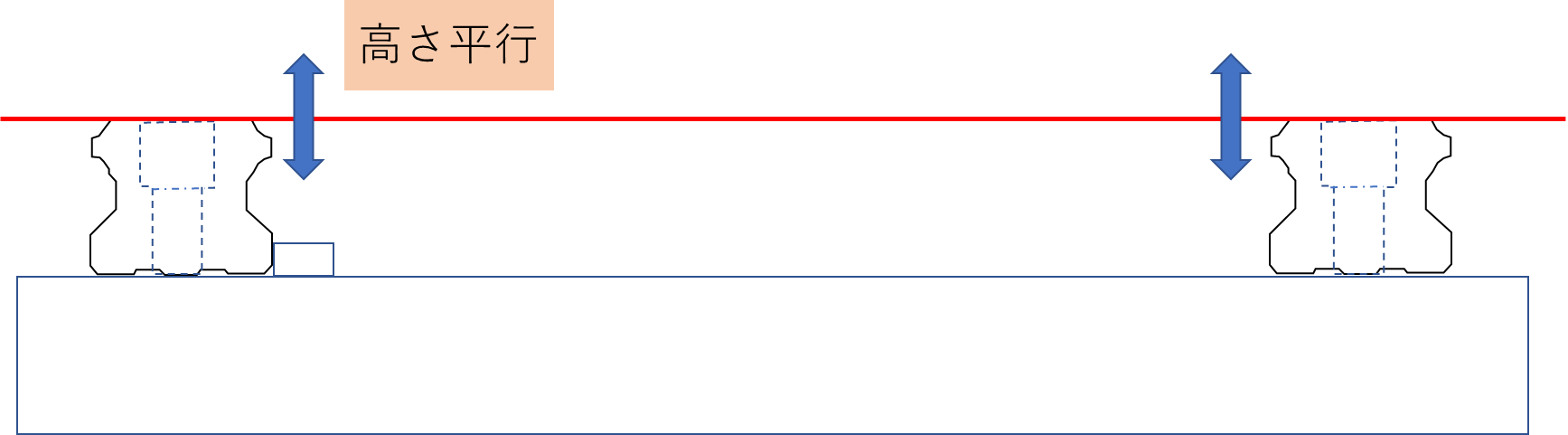
高さの平行度
下記のイメージ図で確認してください。
高さ平行 イメージ図
*クリック拡大
なぜ高さの平行度が必要なのか?
-
LMブロックが走りながら高さの精度変化を起こさないため
高さの平行度が出ていないと、高性能な直動部品であるLMガイドを使用する意味は無くなってしまいます。
そして、この高さの平行度は走り平行度と違い、部品の精度が大きな影響を与えてしまう特徴があります。
高さの平行度には部品精度が影響する
-
LMガイド基準側と従動側の取付ベースが一体部品の場合は加工精度に依存
-
LMガイド基準側と従動側の取付ベースが分割部品の場合は、加工精度とベースの組立精度が影響
と言うことで、走り平行度のように、ねじ穴の遊び分で精度調整が出来ないので、その点に注意が必要です。
高さの平行を測定する方法
高さの平行を測定する方法ですが、測定は走りの平行出しが完了してから高さの平行測定を行いましょう。
その理由は下記の2点です。
-
LMガイドを締め付けていない状態は取付ベースに密着していない事なので、高さが不確かな状態である
-
走り平行が定まっていないとダイヤルゲージを走らせる通りとねじ穴が干渉してしまう可能性がある
このような事が考えられますので、走り平行の平行出しが完了してからでしたか高さは測定しても意味がありません。
測定のやり方
測定のやり方はいたって簡単です。
-
LMレールの穴位置を避けた位置にダイヤルゲージの測定子をセットし、スライドさせながら測定
*下記の測定イメージを参考にしてください。
高さの平行測定 イメージ図
*クリックで拡大

測定ポイント イメージ図
*クリックで拡大

測定結果の良し悪し
高さの平行度の許容差は状況により様々だと思いますので、その都度判断が必要です。
私の経験で、走りの平行度が±0.01で高さを測定すると0.5mmの差がある場合がありました。高さの平行度はねじと穴の遊びで調整できないので、取付ベースの状態がそのまま影響してしまう実例です。その逆に、精度が出ている場合には走りの平行度も高さの平行度も±0.01以下でした。
それでは高さの精度を確保する為にはどうすれば良いでしょうか?
-
機械加工での精度を確保する
-
設計段階で取付ベースの剛性を十分に検討する
私の経験では設計での部品剛性に起因することが多いので、加工し易く組付けても精度が狂わない取付ベースを検討すべきでしょうね。
補足 信ぴょう性
もし高さの平行を測定して、結果が悪かった場合には「走りの平行度」の信ぴょう性が疑わしくなります。
高さが悪いと言うことは、LMガイドが内側や外側に倒れ(斜め)が生じている可能性があります。倒れはLMガイド間の距離に影響しますから、果たして走りの平行度は正確なのか?と言う疑問が生じます。
これは、高さの問題をどのように処理するかによって判断が変わってきます。
測定結果の不確かさ
測定結果が悪かった場合に、基準側と従動側のどちらが悪いのか判断したいのですがこのままではわかりません。
それは基準側と従動側のどちらが変化しても数値が変化するので、どちらの変化で数値が変化したのかが分からない為です。
もし原因の追究をするのならば、定盤などの平面が確保された基準面にLMガイドの取付ベースを設置して、ダイヤルゲージを定盤にセットし定盤基準でLMレール(取付ベース)の変化量を測定します。
*下記の測定イメージを参考にしてください。
測定の不確かさ イメージ図
*クリックで拡大

定盤で原因追及 イメージ図
*クリックで拡大

高さの悪さの原因が特定できても、それをどうするのか?の判断が難しい場合が多々あります。
それは部品の加工精度に起因する事がほどんどだからです
-
再製作
-
部品の修正
-
設計からやり直す(構造が悪く加工精度が出ない)
修正で済めば良いですが、それ以外ですと、、、、。
私は消耗品などの部品にシムは入れませんが、LMガイドの下にシムを入るような誤魔化しを選択する方もいるかもしれませんね。
LMガイドの走り平行度と高さ平行度のポイントまとめ
それでは、LMガイドの走り平行度と高さ平行度について重要なポイントをまとめておきます。
ポイント
- LMガイドは走り平行と高さ平行を測定して調整する必要がある
- 走り平行度が良くても、LMガイドに倒れが生じていて高さ平行が悪い場合がある
- 高さ平行度は、LMガイドの取付けベースの機械加工精度に依存する
以上3つのポイントです。
高さの平行の精度が悪ければLMガイドを使用する意味はないので走り平行度だけでなく、高さの平行度を測定する事は忘れずに実施しましょう。装置が完成してから精度が悪いと気付いても手遅れになってしまいます。
*標準型ダイヤルゲージの購入はこちらから
*てこ式ダイヤルゲージの購入はこちらから
関連記事:【直線運動の要素】
以上です。