
今回は「部品やフランジのボルトを締める順番」についての記事です。
部品を取り付けるときに欠かせない作業に「ボルトの締め付け」がありますが、皆さんは締付けに注意していることはあるでしょうか?実はボルトの締付けには締め付ける順番があり、それを守らないと部品が歪んだり、ガスケットから漏れが起きたりトラブルが発生することがあります。また、締付けるとき以外にも、部品の歪みを考慮した場合は緩めるときの順番も重要です
そこで今回の記事では、部品が歪んだり、ガスケットから漏れる原因と、ボルトを締付ける順番や方法を紹介しようと思います。
記事の目次
ボルトを締める緩める時の順番を考える
ボルトを締めたり緩めたりする作業は機械や装置に携わる方にとって日常ですね。
さてこの「締める/緩める」作業は簡単そうですが、実はやり方によっては悪影響を及ぼすことがあります。
悪影響とは?
-
部品が歪んで精度が悪くなる
-
ガスケットの漏れの原因になる
このようなことが起きる可能性があり、これは組立にとっては致命的なことなのです。
部品の歪
それではボルトの締める/緩めることでなぜ部品が歪むのか?を解説します。
締める時
部品は、ボルトの締付けによって精度が変化します。
なぜか?それは下記の2点に起因します。
-
部品の平面精度によって締付け前の状態が締付け後に変化する
-
ボルトを締付けた力の影響で変化する
精度変化のイメージ
「部品の平面精度」による変化 イメージ

締付け前の部品単体の平面精度の具合によりますが、締め付けると部品が密着し隙間が潰れることで、その潰れが部品変形を招き歪となります。
締付けによる変化
「ボルトの締付けによる変化」 イメージ
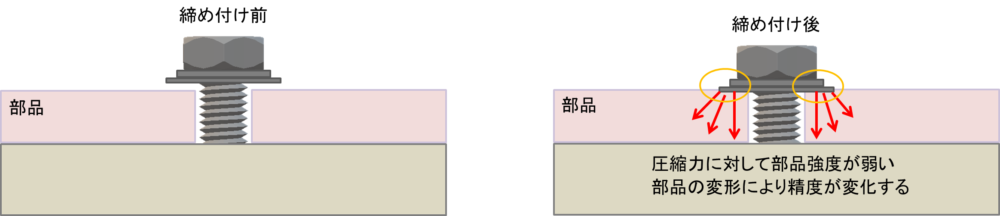
ボルトの締付けにより圧縮力が発生しますが、部品の強度が圧縮力にたいして弱い場合には顕著に精度変化を起こします。これも部品の変形が起きている為です。
緩める時
緩める時にも下記のような事が起きますので注意が必要です。
注意とはコレです
-
締付けた時の歪が締付け前の状態に戻る。
-
部品は使用後の状態なので使用されていた環境(特に熱)により応力が発生している可能性があり応力が解放され歪む。
どちらも注意が必要
このように、締める/緩めるのどちらにも部品が歪むリスクがあると言う事になります。
しかし、締める/緩めるの作業は必ず必要ですから、歪む事を前提とした方法を考える必要があるようです。
ガスケットの漏れの原因
次にボルトの締付けがガスケットにどのような影響を及ぼすかを解説します。
ガスケットは板状や液体などがあり漏れを止める目的に使用されますが、締付け方法によっては漏れの原因となります。
締付け方法の違いによるガスケットの状態
ボルトの締付け方法によってガスケットがどのような状態になるのか?
例えば、下記の3通りのボルトの締付方法が考えられます
-
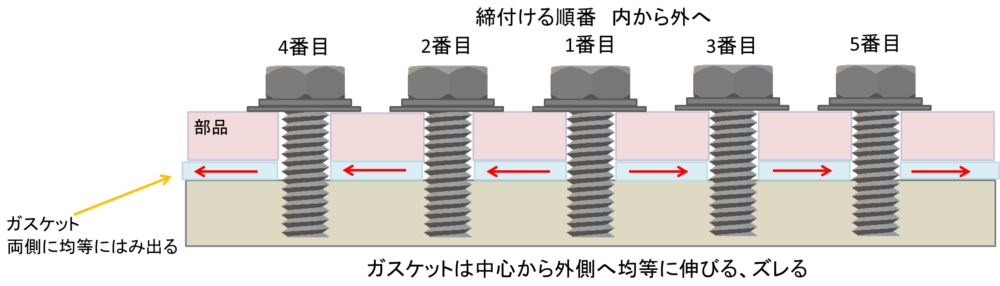
内から外へ締付ける
-
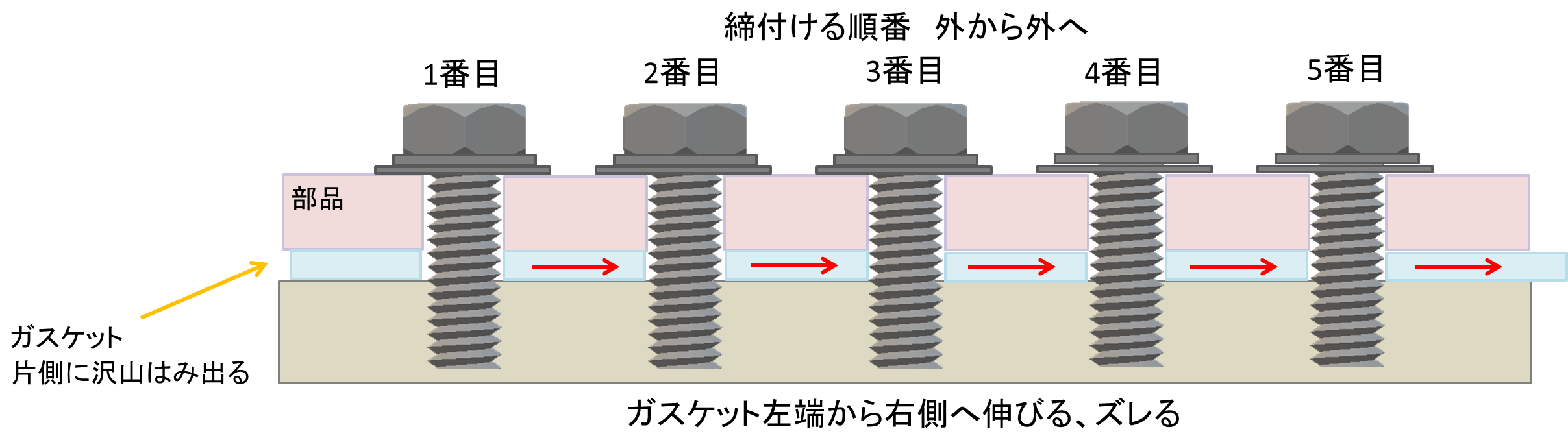
外から外へ締付ける
-
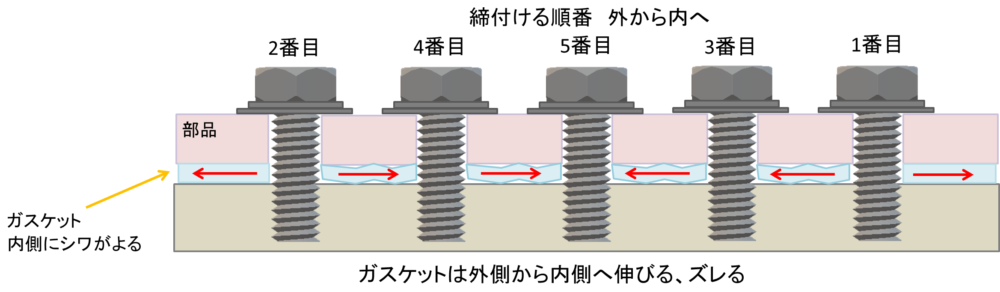
外から内へ締付ける
それぞれの締付けによってガスケットがどのように変化するのか?イメージ図を元に説明します。
締め付ける順番
*クリック拡大
漏れる締付け
このようにして考えてみますと、漏れる締付けは下記の2点となり「漏れるリスクが一番少ない方法が内から外へ締付ける」と言う事になります。
漏れるリスクのある締付け
-
外から外へ締付ける・・・ガスケットが部品にたいしてズレやすいのですき間ができて漏れる可能性がある。
-
外から内へ締付ける・・・ガスケットにシワがより密着しないので漏れる。
共通して言える事
締付けたら歪む
ここまでで、ボルトの締める/緩めることがどのようにして「部品の歪」と「ガスケットの漏れ」に影響しているか理解していただけたと思いますが、この2つに共通して言えることがあります。
共通していること、、
「部品もガスケットもボルトを締め付けたら歪む」
と言うことです。
その歪は行き場所が無いと「部品の精度が悪くなる」「漏れる」と言う問題が起きる可能性があります。
つまりこれらの改善策は「歪を逃がすイメージでボルトを締付る」となります。
締付けトルクも大事
ここまでは締める/緩めるの順番について考えてみましたが、他にも注意すべきことがあります。
注意すべきこと
「締付けは少しずつ数回(3~4回)に分けて規定トルクで締付ける」
例えば、数あるボルトの中で1本だけ規定トルクまで締付けたとすると、その部分だけ歪が大きくなり一か所に集中して歪を発生させることになります。
そうなると、部品の変形やガスケットがズレる、潰れすぎると言ったことが起きるのです。
その対策として、「全てのボルトを少しずつ数回に分けて締付ける」やり方ですと、全体的に少しずつ歪んでいく事になりますから、部品の変形やガスケットの「ズレ/潰れすぎる」と言う問題は起きにくくなるのです。
締付け方法の例
ここまでは部品の歪とガスケットの漏れの原因について考えてみましたが、その結果として「部品の中心から外側へ均等に締付ける」「部品の外側から中心へ緩めていく」と言う考えに至ると思います。
この考えを元に、いくつかのパターンでボルトの締付けイメージ図を作ってみましたのでご覧ください。
長方形の部品の締付け
長方形の部品の締付け


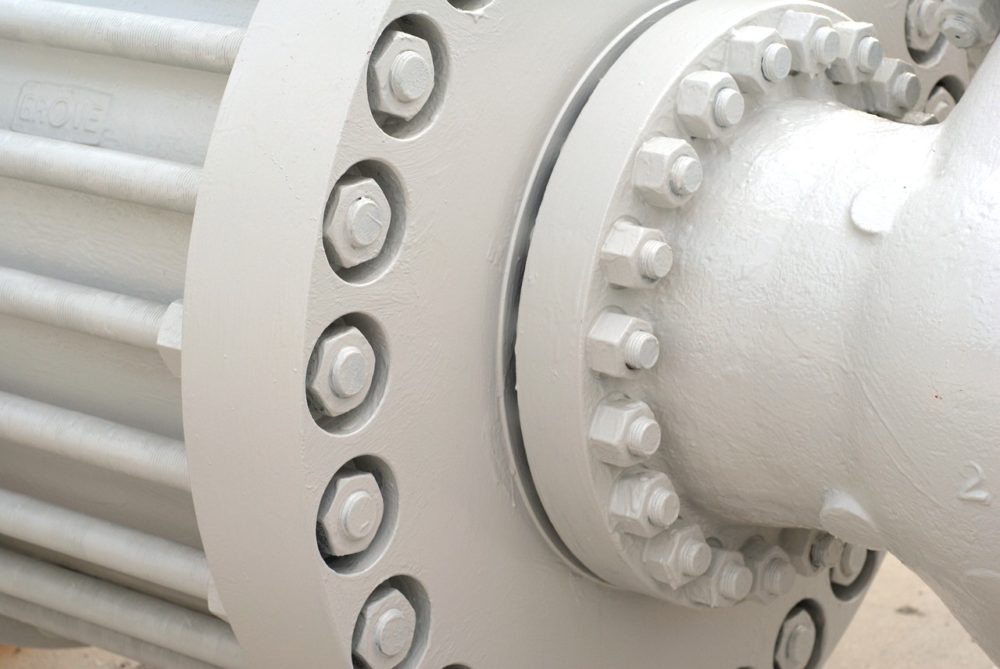
フランジなどの円形部品を締め付ける
フランジなどの円形部品を締め付ける
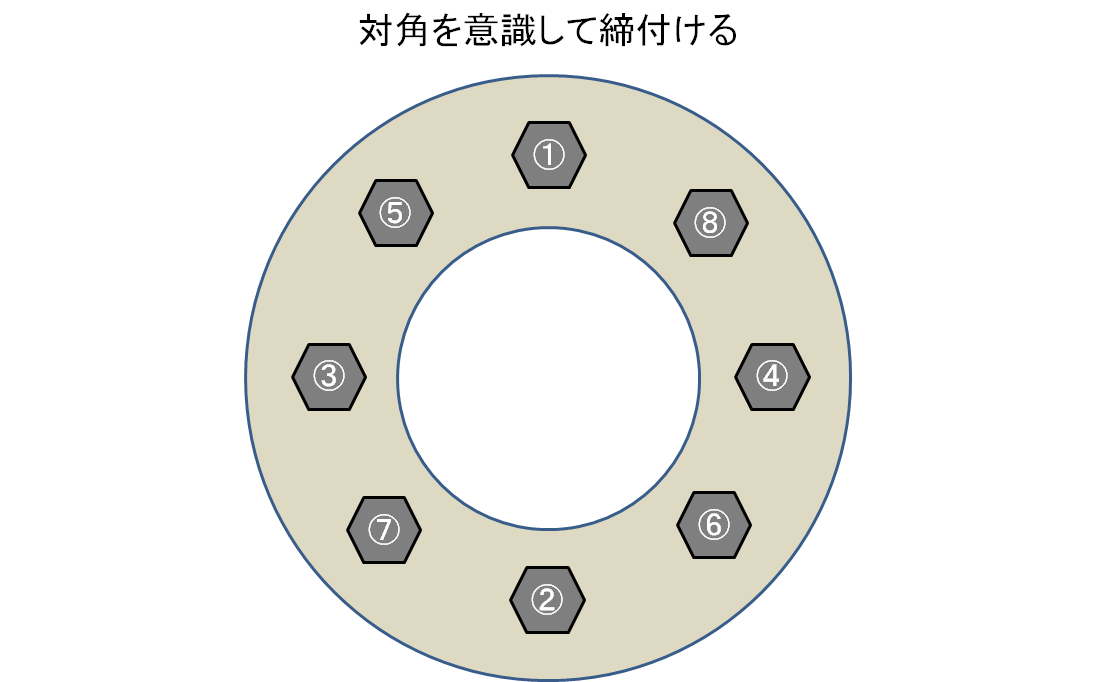
ボルトが沢山ある場合には円を意識して締付けても良い
ボルトが沢山ある場合には円を意識して締付けても良い

ここで示した例は絶対に守らなければイケないと言うことではありません。例えば内燃機の整備書には締付ける順番が指示されていますが、上記の順番とは違う事が多々あります。
それはメーカーならではの考えや部品の構造によるモノだと思いますが、メーカーの整備書/取説がある場合にはそれを優先させてそうでない場合には「部品の中心から外側へ均等に締付ける」「部品の外側から中心へ緩めていく」と言う歪を逃がすイメージで作業をする事にしましょう。
ポイントまとめ
それでは、ボルトを締める緩める時の順番について重要なポイントをまとめておきます。
ポイント
- ボルトの締め方によって、部品が歪んで精度が悪くなる と ガスケットの漏れの原因 となる
- ボルトの締付け順番は 部品の中心から外側へ均等に締付ける と 部品の外側から中心へ緩めていく を守る
- 締付けは少しずつ数回(3~4回)に分けて規定トルクで締付ける
以上3つのポイントです。
参考
*液体ガスケットの塗り方はこちらの記事をご覧ください
-

-
接着剤と液体ガスケットの正しい塗り方【接着力アップと漏れない方法
今回は「接着剤と液体ガスケットの正しい塗り方」についての記事です。 接着剤や液体ガスケットは「空洞ができる ...
続きを見る

*締付け管理についてはこちらの記事をご覧ください。
-
-
回転角法とトルクこう配法によるねじの締付け【専用トルクレンチ】
今回は「回転角法とトルクこう配法によるねじの締付け」についての記事です。 ねじの締付けを管理しようとしたら ...
続きを見る

*私も使用しているおすすめのトルクレンチはこちら
*液体ガスケットの購入はこちらから
関連記事:【締結要素】
以上です。