
今回は「低炭素鋼には浸炭焼入れや浸炭窒化焼入れをする」についての記事です。
鋼を硬くする方法として焼入れと言う熱処理が行われますが、これには炭素が深く関係していて炭素の含入量が少ない鋼は焼きがはいりません。ところが、低炭素鋼と呼ばれる炭素の含有量が少ない鋼を硬くする方法がない訳ではなく、浸炭焼入れや浸炭窒化焼入れと呼ばれる熱処理は鋼に炭素を浸み込ませて高炭素にして焼きを入れることができます。
と言うことで今回の記事では、低炭素鋼に焼きを入れることができる浸炭焼入れと浸炭窒化焼入れについてまとめておこうと思います。
記事の目次
低炭素鋼には浸炭焼入れや浸炭窒化焼入れをする
焼入れの必要性
皆さんは焼入れをご存じでしょうか?
焼入れは鋼を高温に加熱して急速冷却することで鋼を硬くして特性を変化させることです。
焼入れで鋼を硬くすることで、例えば下記のような特性が得られます。
- 耐摩耗性の向上
-
耐疲労性の向上

このような特性は、「金属が動く仕掛け」には非常に重要なことなので、機械装置の可動部分には焼入れされた部品が使用されていることが多くあります。
ただ、ここで1点注意しておきたい事があります。
焼入れの注意点はコレです
-
鋼の中でも低炭素鋼と呼ばれる炭素の含有量が0.25%以下の鋼は焼入れしても硬くならない
つまり、鋼の鉄原子と鉄原子の中に炭素原子が入り込む量が少なすぎてひずみが発生しないので硬くならず、「焼きが入らない」となるのです。
参考

浸炭焼入れや浸炭窒化焼入れ
では、低炭素鋼のような炭素の含有量が0.25%以下の鋼を硬くすることができないのでしょうか?
実は、通常の焼入れでは焼きが入らない低炭素鋼を硬くする熱処理があります。
低炭素鋼を硬くする熱処理はコレです。
-
浸炭焼入れ
- 浸炭窒化焼入れ
表面硬化熱処理の種類
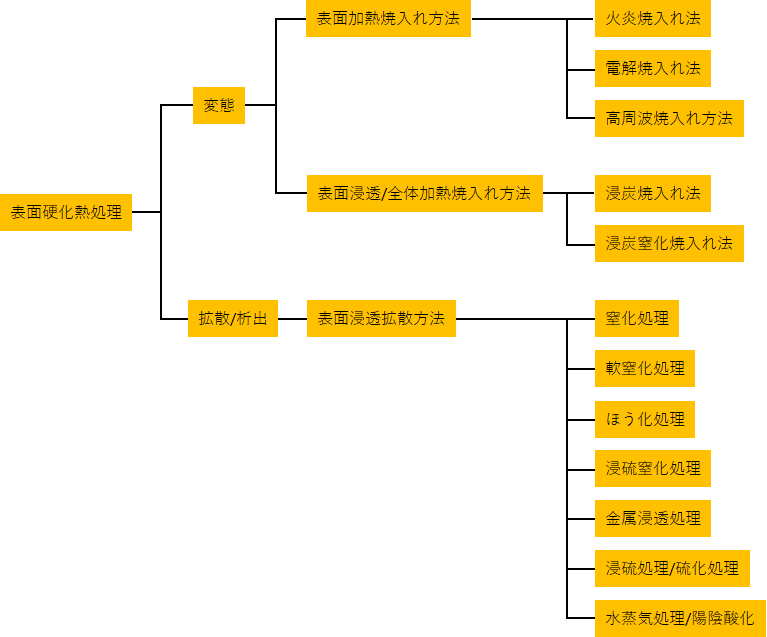
浸炭焼入れや浸炭窒化焼入れとは何か?と言いますと、、、
-
表面硬化熱処理に分類される表面のみ硬くなる熱処理
-
化学的に鋼の表面に炭素(浸炭)または炭素と窒素(浸炭窒化)を拡散侵入させて高炭素にする
- 浸炭後に焼入れ(急速冷却)と焼き戻し(炭素量を調整)をする
*拡散侵入とは、鋼の表面に元素が浸み込んで内部で広がることです。
浸炭、浸炭窒化の焼入れによって得られる特性はコレです。
-
耐摩耗性の向上
-
硬さとじん性の両立(外側は硬くて中は柔らかい)
つまり浸炭焼入れと浸炭窒化焼入れは、低炭素鋼を硬くしたいときや硬さと粘りを両立したいときに行う熱処理と言うことになります。
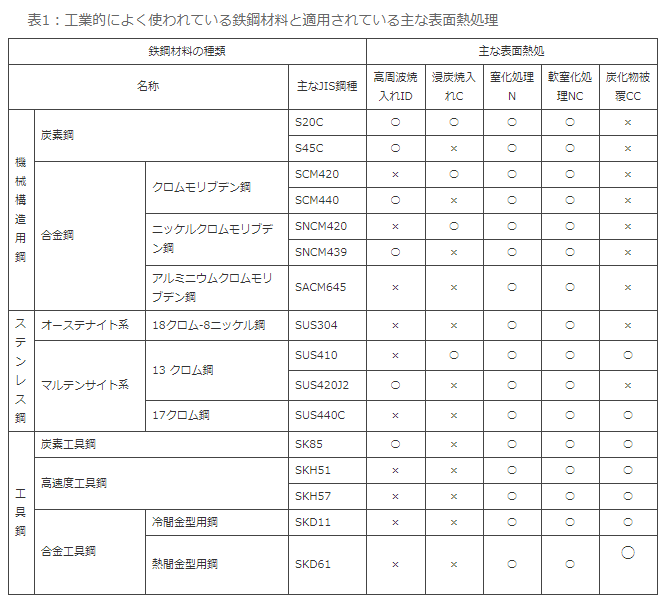
ちなみにですが、浸炭焼入れは低炭素鋼におこなう焼入れと言いましたが、具体的にどのような種類の鋼に焼入れが可能なのか?下記の資料で確認してみてください。
出典:株式会社イプロス 表面熱処理の種類:金属熱処理の基礎知識7
浸炭焼入れと浸炭窒化焼入れの特徴
それでは、ここからは浸炭焼入れと浸炭窒化焼入れについてそれぞの特徴を紹介していこうと思います。
浸炭焼入れと浸炭窒化焼入れの違い
浸炭焼入れと浸炭窒化焼入れの違いは、鋼に浸み込ませる元素にあります。
元素の違いはコレです。
-
浸炭焼入れ・・・鋼の表面に「炭素」を浸み込ませる
-
浸炭窒化焼入れ・・・鋼の表面に「炭素と窒素」を浸み込ませる
この違いによって何が変わるのか?と言いますと、窒素は焼入れ性が良くなる元素なので浸炭窒化焼入れは下記のメリットがあります。
-
焼きが入りにくい材料に焼きが入りやすくなる
-
焼入れの加熱温度を低くできるので、変形やひずみが少なくなる
鋼は加熱温度が高くなるほど「速く」「深く」炭素が含侵するのですが、そこに窒素が加わると焼きが入りやすくなるので温度を低くすることができるのです。
ちなみに加熱温度の差はこうなります。
-
浸炭焼入れ・・・900℃前後で浸炭(組織に入り込む) ⇒ 拡散(組織内に広がる) ⇒ 焼入れ
-
浸炭窒化焼入れ・・・650℃~850℃で浸炭(組織に入り込む)⇒ 拡散(組織内に広がる) ⇒ 焼入れ
それでは浸炭焼入れと浸炭窒化焼入れの違いを一覧でまとめておきましょう
| 浸炭焼入れ | 浸炭窒化焼入れ | |
| 鋼の表面に浸み込ませる元素 | 炭素(C) | 炭素(C)と窒素(N) |
| 浸炭する温度 | 900℃前後 | 650℃~850℃ |
| 焼きの入りやすさ | 焼きが入りにくい場合がある | 焼きが入りやすい |
| 変形やひずみ | 変形したりひずみがでる | 少ない |
| 熱処理の時間 | 普通 | 短い |
| 硬化層の深さ | 1mm前後の範囲で指定できる | 1mm前後の範囲で指定できる |
| 主な部品 | ギア、シャフト、アームなど | ギア、シャフト、アームなど |
*熱処理の時間は、処理の方法によって違いがあります。
浸炭焼入れの処理方法
浸炭焼入れは、鋼の表面に炭素を浸炭させて高炭素にして焼入れを行う処理ですが、その方法には様々あります。
浸炭焼入れの代表的な方法はこのようになります。
- 個体浸炭法
- 液体浸炭法
- ガス浸炭法・・・変成ガスによる浸炭、滴注式ガス浸炭法、真空浸炭法、直接浸炭法など
出典:中外炉工業 ローラハース型連続ガス浸炭炉

個体浸炭法は炭素濃度の調整が難しく硬度にバラつきが発生し易い欠点があり、液体浸炭法は毒性がある液体を使用するので管理が大変なので両者ともあまり行われていない方法です。
現在もっとも一般的な方法は、ガス浸炭法による浸炭焼入れです。ガス浸炭と言ってもその方法はさらに種類があるので一概には言えませんが、炭素濃度の安定と硬化層の深さの調整が容易に行えるメリットがあります。
*ガス浸炭焼入れの参考動画です。
浸炭窒化焼入れの処理方法
浸炭窒化焼入れは、浸炭ガスにアンモニアガス(NH₃)を5~10%添加することでアンモニアガスが分解し窒素となるので、鋼の表面に炭素(C)と窒素(N)が侵入することになります。
窒素が侵入すると焼入れ性が向上して炭素鋼でも焼入れができ、また「焼入れ可能となる温度 = 金属組織の結晶構造が変化する温度(変態点A1)」が窒素の影響で低い温度となるので変形やひずみが少なくなるメリットがあります。
ミッションのギア
このギアには焼入れがされていますが、もしかしたら浸炭焼入れかもしれませんね。

浸炭させたくない部分は銅めっき
浸炭焼入れや浸炭窒化焼入れは鋼の表面を硬くする熱処理ですが、部分的に焼きを入れたくない場合には有効な方法があります。
焼入れしたくない部分にはコレ
-
銅めっきをしておく
銅めっきは高温になっても炭素を通さないので、浸炭処理をしても銅めっきの部分は炭素が侵入することができず高炭素状態にならないので、浸炭処理後に急速冷却しても焼きが入りません。なので、焼入れさせたくない部品の一部分に銅めっきをしておくのです
*めっきについてはこちらの記事をご覧ください ⇒ 「代表的なめっきの分類と種類」
浸炭焼入れと浸炭窒化焼入れのポイントのまとめ
それでは、浸炭焼入れと浸炭窒化焼入れについて重要なポイントをまとめておきます。
ポイント
- 低炭素鋼の焼入れには、浸炭焼入れと浸炭窒化焼入れの熱処理を行う
- 化学的に鋼の表面に炭素(浸炭)または炭素と窒素(浸炭窒化)を拡散侵入させて高炭素にして焼入れをおこなう熱処理
- 表面だけ硬くなるので、硬さとじん性が両立される(外側は硬くて中は柔らかい)
- 浸炭させたくない部分には銅めっきをしておく
以上4つのポイントが大切です。参考にしてください。
ちなみに私は、ガス浸炭炉のメンテナンスを何度が行ったことがありますが、ファイヤーカーテンは見ものです。
この記事は、下記の書籍を参考文献としています。
- 絵で見てわかる熱処理技術 著:藤木榮
*購入はこちらから
関連記事:【材料/溶接/加工/表面処理】
以上です。