
今回は「溶接による残留応力の低減対策【膨張と収縮による変形】」についての記事です。
溶接は材料の結合方法として一般的ですが、溶接によって加熱された金属には残留応力が発生し、亀裂や割れを促進することがあります。
見た目には分からないので、変形がなく、溶接部の結合に問題が無ければ気に掛けることもないでしょう。
しかし、強度が必要な部品や構造では非常に重要となることですので、残留応力に対する対策が必要となります。
そこで今回は、残留応力について対策案をまとめておこうと思います。
記事の目次
融接の溶接
溶接には多くの種類がありますが、そのなかでも融接に分類される溶接は普及率が高く、部品製作に欠かせない方法です。
参考
*溶接の種類については、こちらの記事で解説しています
-

-
溶接の種類と特徴まとめ【溶かして接合する】
今回は「溶接とは/溶接の種類と特徴まとめ」についての記事です。 溶接と言えば、部品や架台/フレームの製作に ...
続きを見る

溶接の種類
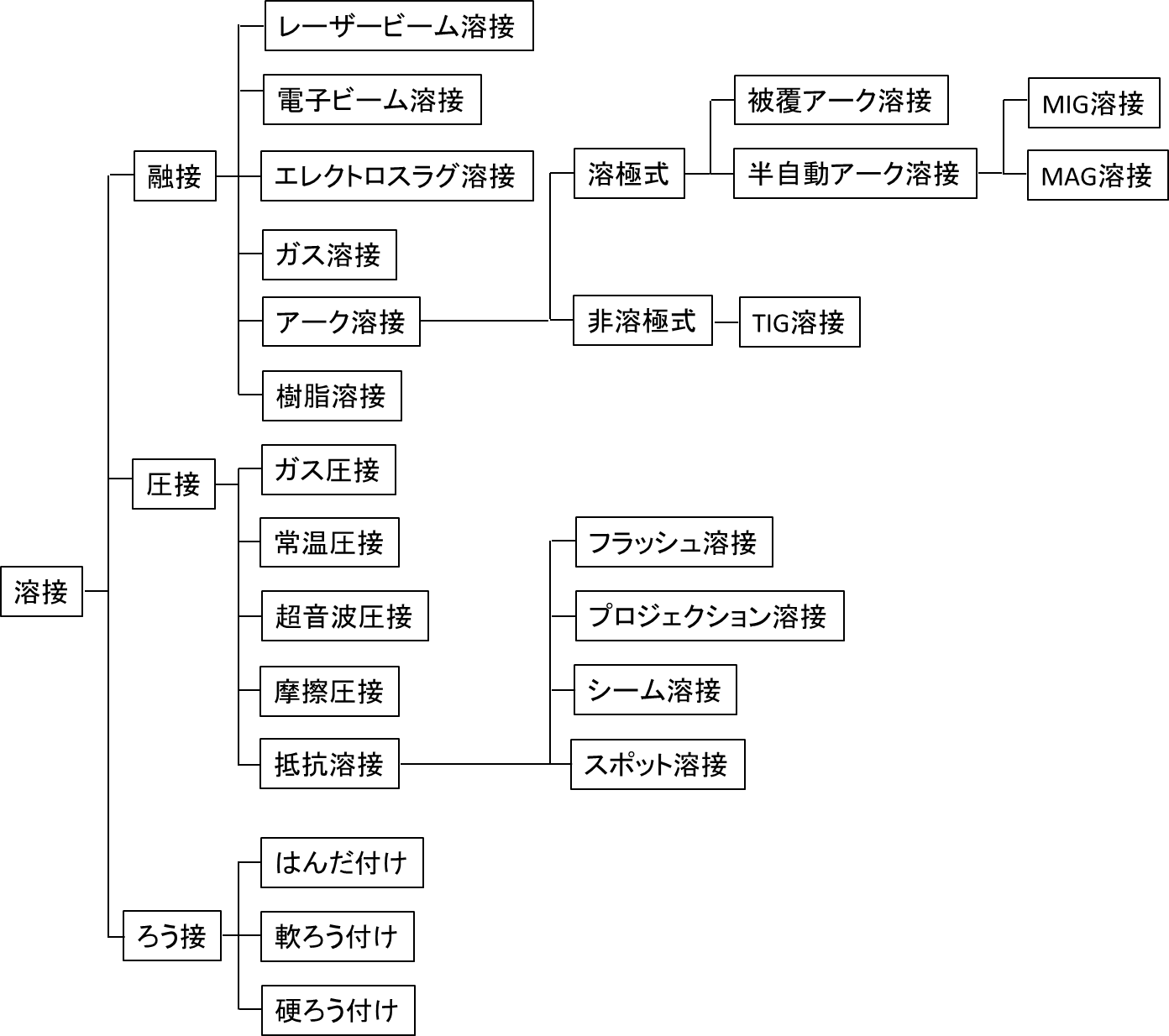
例えばこのような融接があります。
-
被覆アーク溶接
-
半自動アーク溶接
-
TIG溶接
この3種の溶接方法をご存じの方も多いと思います。
融接
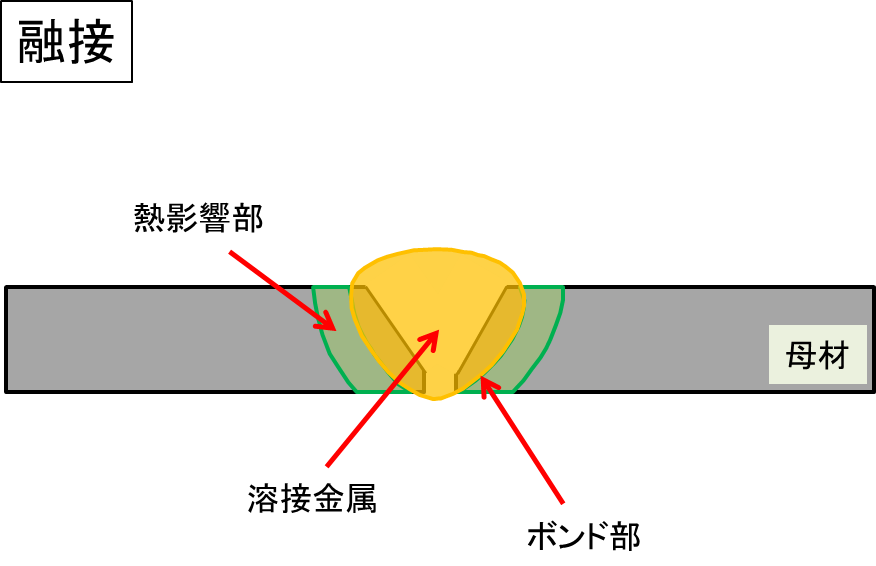
融接の溶接は、母材(金属の材料)を加熱することで溶融(金属が液体状に溶ける)させて、冷却し結合するのですが、実はこの過程(加熱と冷却)においてある問題が起きます。
ある問題点とは、、、
この3点です。
この中でも、金属の材料を取り扱っているとよく耳にする言葉に「残留応力」があります。
残留応力が大きい材料を加工すると変形したり、残留応力が亀裂や割れを促進したり、何かと問題を起こす厄介な存在です。
溶接による残留応力
残留応力とは、母材(材料)を変形させようとする力(反発する力)のことで、内部応力とも呼ばれます。
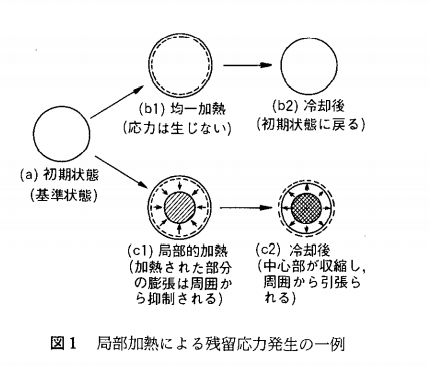
溶接による残留応力とは、溶接によって加熱された母材(材料)が膨張と収縮によって変形するときに、温度が上がっていない周囲の部分が変形を拘束するため、「変形しようとする力」「もとに戻ろうとする力」が残ってしまうことです。
参考
*溶接による変形についてはこちらで詳しく解説しています。
-
-
溶接によって溶接変形が発生する【対策と修正方法を紹介】
今回は「溶接によって溶接変形が発生する」についての記事です。 溶接は材料の結合方法として一般的ですが、溶接 ...
続きを見る

つまり、溶接による残留応力は、母材が、、、
-
変形すれば残留応力は少ない
-
変形を拘束すれば残留応力は大きくなる
と言えると思います。変形と残留応力は相反する関係ですね。
残留応力の種類
残留応力には、力の方向によって2つの種類があります。
-
引張残留応力
-
圧縮残留応力
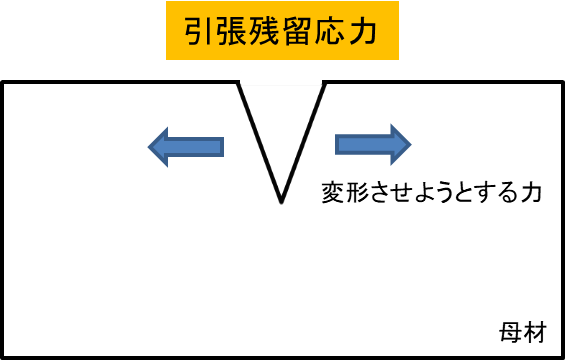
引張と圧縮の違いについては下記のイメージをご覧ください。
残留応力のイメージ
引張
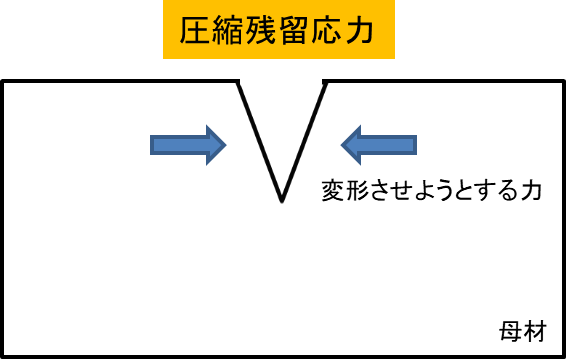
圧縮
引張残留応力
引張残留応力は、溶接によって発生する応力で、亀裂や割れを促進する作用があり危険性があるため、強度が必要な重要部品には応力除去を検討する必要があります。
出典:溶接部の残留応力はどうして生じるのか、また、その制御法は?
圧縮残留応力
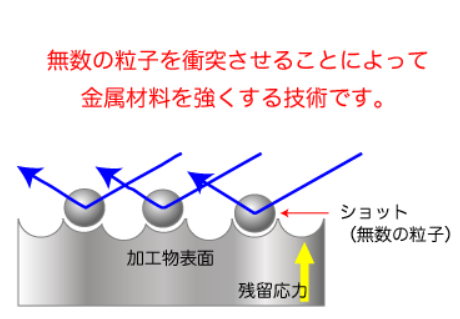
圧縮残留応力は、ショットピーニングなどによって発生する応力で、亀裂の発生や進行を抑制させるので金属の強度を高めます。
*ショットピーニングとは、微粒子を高速で金属部品に衝突させる表面処理技術です。中でも、WPC加工は自動車部品の強化方法として有名です。
出典:ショットピーニング技術協会 ショットピーニングとは
残留応力の低減の対策
ここまでで残留応力について説明してきましたが、その中でも注意すべきは「引張残留応力」でした。引張残留応力は、溶接によって発生し亀裂や割れを促進する作用があるので、必要に応じで対策を講じる必要があるのです。
そこで、対策案について考えてみますと、溶接時にできること、溶接後にできることの対策がありました。
*溶接時にできること
-
加熱時間を少なくする
-
母材を治具固定しない
*溶接後にできること
-
溶接後の熱処理
-
ピーニングを行う
このような方法が残留応力低減に有効だと思います。
それでは、上記の対策についてもう少し詳しくまとめておきましょう。
加熱時間を少なくする
母材の加熱時間を少なくすることで、膨張と収縮の度合いが低減できるため、残留応力が少なくなります。
加熱時間を少なくする方法には下記が考えられます。
- 低電流で溶接する
- 溶接する箇所を少なくする
-
断続的(間隔を空ける)に溶接をする
このような方法で残留応力が少なくなると思いますが、その反面リスクもあるので注意が必要です。
-
溶接個所を少なくすれば、強度が低下する可能性がある
-
低電流で溶接すれば、溶け込みが不十分になる可能性がある
-
断続的に溶接をすれば、溶接の継ぎ目が増えるため欠陥が発生しやすくなる
母材を治具固定しない
母材を治具で拘束せずに、成り行きで溶接すれば残留応力は少なくなります。
しかし、母材を加熱すれば必ず変形は起きるので、変形を抑制する目的で考えた時に治具で固定する方法は有効でしょう。
そのため、変形と残留応力のどちらを重要視するのか、もしくは治具の固定は最小限にするなどの、配慮が必要となると思います。
溶接後の熱処理
金属の熱処理には、金属組織を均一にする効果があり、残留応力には、応力除去焼きなまし(応力除去焼鈍)と言う熱処理を行います。
応力除去焼きなましは、炉やバーナーなどで600度~650度で一定時間加熱し、徐冷(ゆっくり冷却する)する熱処理です。
ピーニングを行う
ピーニングとは、溶接直後にハンマーで溶接部を叩いて、打ち延ばす作業のことです。
溶接部を打ち延ばすことで、溶接による収縮ひずみをが軽減するので、引張残留応力の低減となります。
参考
*ピーニングの実施例はこちらの記事で紹介しています。
-
-
S2000のロアアームは折れやすい【TIG溶接で補強強化する】
今回は「S2000のロアアームは折れやすい/鋳物をTIGで溶接する方法」についての記事です。 S2000の ...
続きを見る

ピーニング

対策まとめ
残留応力は変形とは相反するので、変形の対策を講じると残留応力が発生してしまうことがあり、なかなか難しいことだと思います。
何を優先するのか?によっても対策は違ってくると思いますし、いくつかの対策を組合わせておこなっても良いと思います。どちらにせよ考えなしに対処してしてしまうと別問題が起きる可能性があります。
溶接は、知識よりも経験値が非常に重要な作業ですので、実際にやってみた感触と今回紹介した方法を加味したうえで対策すると良いと思います。
*今回の記事はこちらを参考させていただきました。
- 参考書籍:溶接作業ここまでわかれば「一人前」 著:寺田昌之
- 参考サイト:日本溶接協会
*熱処理の勉強におすすめ
関連記事:【材料/溶接/加工/表面処理】
以上です。