
今回は「2ピースローターの研磨は研削盤で高精度研磨」についての記事です。
2ピースローターは1ピースローターと違い、ローター研磨機では加工が難しいと思います。
そこで今回は、研削盤を使用して砥石による研磨でローターを加工する方法を紹介しようと思います。
記事の目次
2ピースローターの研磨
参考
2ピースローターについては、こちらの記事をご覧ください。
-

-
2ピースローターのジャダーの原因は摩耗とクラックと歪み
今回は「2ピースローターのジャダーの原因は摩耗とクラックと歪み」についての記事です。 先日サーキット走行中 ...
続きを見る

上記の記事にも書いていますが、ブレーキのジャダーの原因はローターの「歪み(振れ)」でした。
しかし、ローターの厚みはまだまだ使用可能と言うことで、捨てるのは勿体ないと思い、ローターを研磨することにしたのです。
2ピースローター
左側は新品 / 右側は歪みがある中古ローター

研磨方法
ローター研磨と言えば、一般的には専用機のローター研磨機を使用します。
*ローター研磨機の紹介動画
しかし、ここで問題がおきます。
1ピースローターと違い、2ピースローターはベルハウジングが別部品なので、ローター単体ではローター研磨機に固定ができないのです。
ベルハウジングを取り付けたとしても、フローティングタイプでは遊びがあり振れますし、そうでない場合でもローター単体としての精度が確保できないのでお勧めできません。
ベルハウジングとローター

そこで今回、私が行った研磨方法は、工作機械の「研削盤」を使用した研磨です。
研削盤でローターを研磨する
研削盤でのローター研磨は、チューニングショップの「TS-SUMIYAMA」さんにお願いしました。
引用抜粋:TS-SUMIYAMA
中部地区を代表するトップドライバーである炭山さんのお店です。
こちらは、NCフライス、NC旋盤、ボーリングマシンなどの工作機械を有しており、それだけでどういったお店なのかうかがい知れるショップです。
さらに、技術的な事だけでなく、皆さん挨拶がしっかりされていて気持ちがよく、接客も好印象なお店です。
研削盤による研磨
今回、私のローター研磨の撮影はしていませんので、下記の「ZEALbyTS-SUMIYAMA チャンネル」の動画で作業の様子をご覧ください。
このような方法で、研磨をしていただきました。
2ピースローター
研磨前

研磨後

研磨の金額と時間
今回、TS-SUMIYAMAさんで研磨した、ローターについてまとめておきます。
- ローター・・・2ピースローター 330mm
- 枚数・・・2枚
- 研磨時間・・・1時間30分(2枚)
- 金額・・・1枚¥12.000×2枚(税抜き) 合計:¥26.400(税込み)
新品のローターは¥70.000以上ですので、¥26.400でまた使用できると思うと、やる価値は大いにあると思います。
研磨したローターの精度
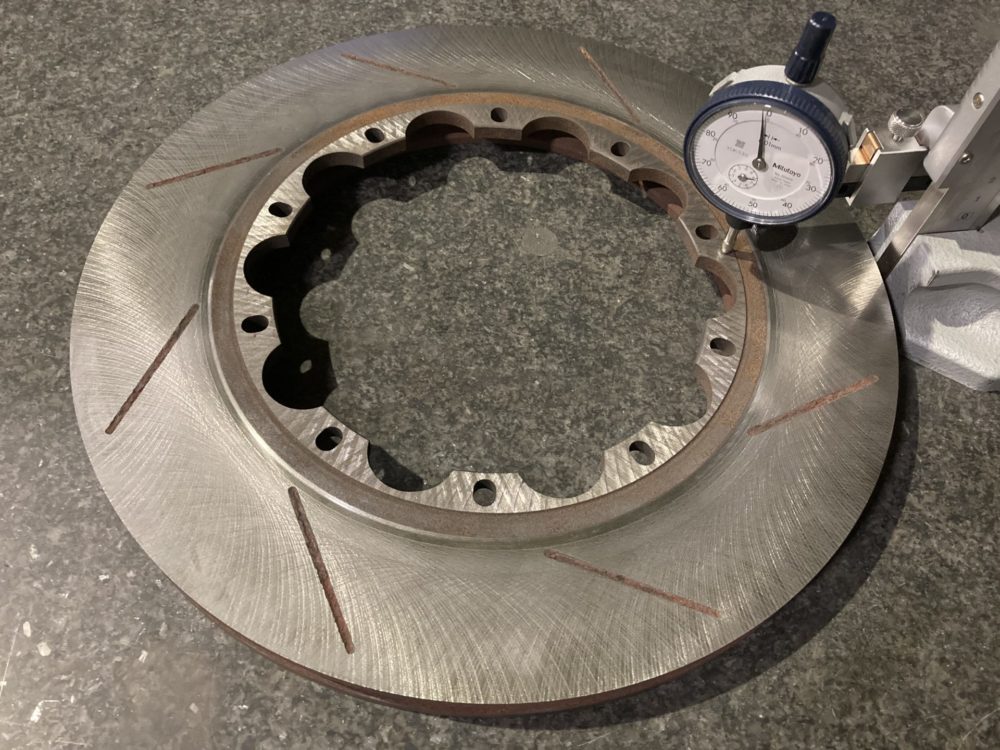
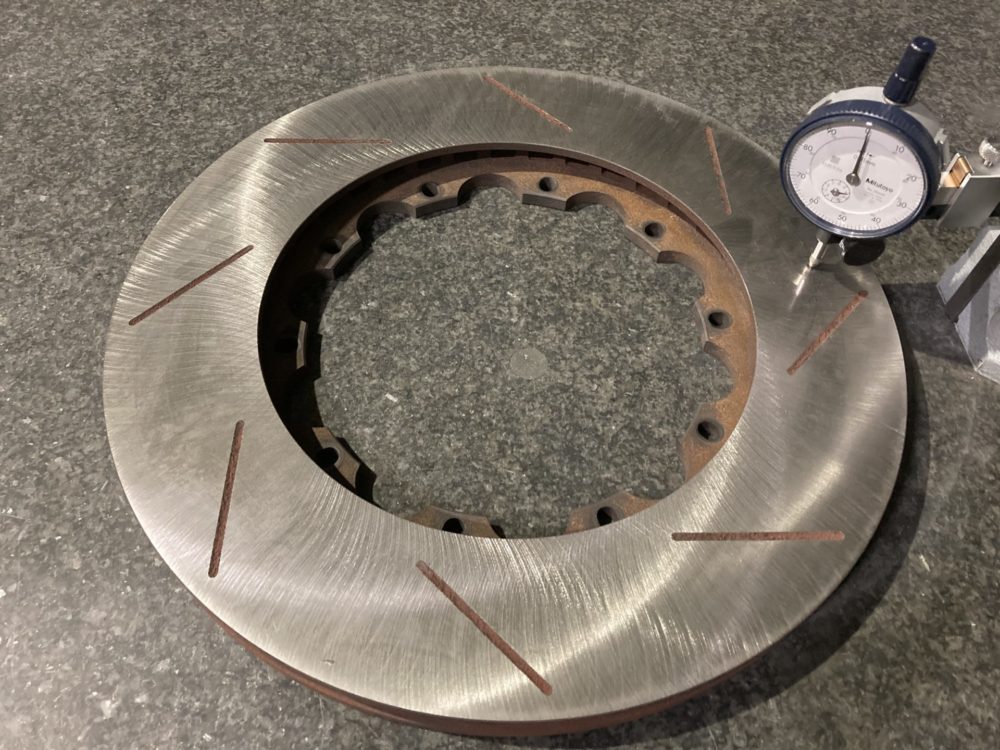
研磨したローターの精度が、どのような状態か?測定してみました。
歪み/振れの測定
今回の測定方法は、定盤の上でローター単体をダイヤルゲージで測定しました。
2ピースローターほ歪み測定
裏面基準でベルハウジングの取付け面測定
裏面基準で表面を測定

ベルハウジングの取付け面基準で裏面を測定
歪みの測定結果
| 右フロント(mm) | 左フロント(mm) | |
| 研磨前の表側(ベルハウジングあり) | 0.09 | 0.12 |
| 研磨前の裏側(ベルハウジングあり) | 0.07 | 0.15 |
| 研磨後の表側(ローター単体) | 0.01 | 0.01 |
| 研磨後の裏側(ローター単体) | 0.01(外周と内周の差0.03) | 0.01(外周と内周の差0.05) |
| 研磨後のベルハウジング取付面 | 0.01 | 0.01 |
研磨したことによって、歪みは改善されました。
しかし、歪みは無くなったものの裏面に関して気になるところがありました。
それは、、裏面の測定値が「円周上の精度は0.01以下」でしたが、「外周と内周では右側0.03mm、左側0.05mmの差」があったことです。
簡単に言いますと、裏面の外周と内周は斜めに削れています。これは、ダイヤルゲージだけでなくすきまゲージでも測定したので正確な判断だと思います。
推測ですが、ベルハウジングの取付け面を基準として、裏側を研磨していますがベルハウジングの取付け面の面積が少なく安定性に欠けていたと思われます。
精度は規定値ですが、改善すれば間違いなく高精度が加工ができるだけに、もったいないと思いました。
厚さの測定
厚さの測定は、前回と同様にデジタルノギスで測定しました。
*本来はマイクロメーターで測定したほうが良いのですが、前回の方法に合わせました。
厚さの測定結果
| 右フロント(mm) | 左フロント(mm) | |
| 新品ローター | 25.05 | 25.04 |
| 研磨前ローター | 24.70 | 24.63 |
| 研磨後ローター | 24.25 | 24.26 |
| 使用限界の厚さ(BIOT指定) | 23.50 | 23.50 |
このような結果となり、右側は0.45mm/左側は0.37mmの研磨がなされました(両面合わせて)
使用限界までは0.7mmありますので、1シーズンは問題なく使用できるでしょう。
まとめ
今回は、2ピースローターの研磨について、私が行った方法を紹介しました。研削盤でのローター研磨は、おすすめの方法だとわかりました。参考にしてください。
*TS-SUMIYAMAさんへの連絡はこちらからメールで問い合わせができます。 ⇨ 「TS-SUMIYAMA 特殊加工」
参考
関連記事:【S2000/メンテ/セッティング】
以上です。