
今回は「2ピースローターの交換方法」についての記事です。
2ピースローターは1ピースローターと違い、ベルハウジングとローターが別部品なので簡単に交換ができません。
今回は私が実際に行った方法をもとに紹介しようと思います。
記事の目次
2ピースローターの交換
私はフロントローターに「Biot フロントオフセットキット S2000 AP1/AP2 330φ」を使用しているのですが、先日サーキット走行中にジャダーが発生したので新品に交換することにしました。
参考
*ジャダーの発生に原因についてはこちらの記事をご覧ください
-

-
2ピースローターのジャダーの原因は摩耗とクラックと歪み
今回は「2ピースローターのジャダーの原因は摩耗とクラックと歪み」についての記事です。 先日サーキット走行中 ...
続きを見る

今回交換したローター、ボルトは下記の通りです。
-
ローター・・・BIOT S2000 フロントオフセットキット用 補修用ローター(品番:BR.R3.330-25R R,L)
-
ボルトナットセット・・・BIOT S2000 フロントオフセットキット用 補修用ローター用(品番:L=25 BR.PA.2P-BB2)
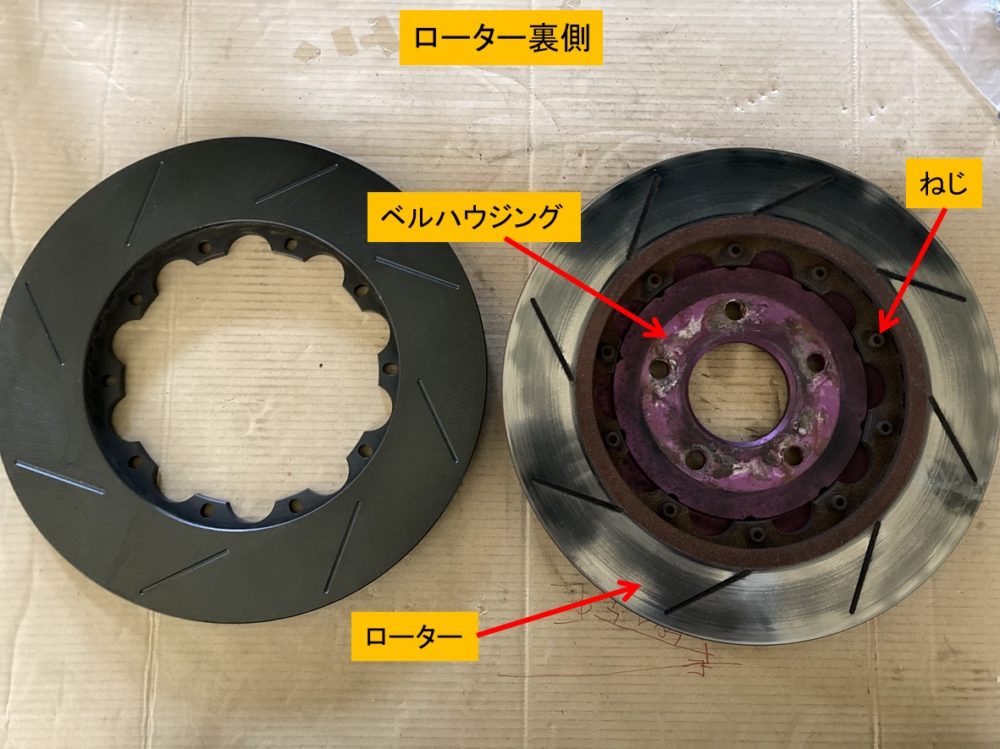
2ピースローター
左側は新品ローターで、右側は中古ローターです。

2ピースローターの交換方法
それでは、2ピースローターの交換方法について解説していきます。
今回、私が行った手順は5つの項目です。
-
ねじをバラシて、中古ローターとベルハウジングを分離する
-
ベルハウジングとブロックナットを清掃し、細目砥石で修正する
-
新品のねじを使用して仮組して、ローターとベルハウジングの芯を測定/調整する
-
トルクレンチを使用してねじを締め付ける(締付トルク1.5kgf/mm)
-
ローターとベルハウジングの芯と振れを測定し完了
それでは、それぞれの手順を説明していきます。
1.ねじをバラシて、中古ローターとベルハウジングを分離する
ローターの裏側に「ベルハウジング」と「ローター」を固定している「ねじ」があります。
この「ねじ」は歪を考えて、対角で緩めました。
*ねじは再使用しないので廃棄します。
ポイントとして、ローターを「万力」で固定すると作業が簡単です。ねじは簡単に緩みます。
1ピースローター
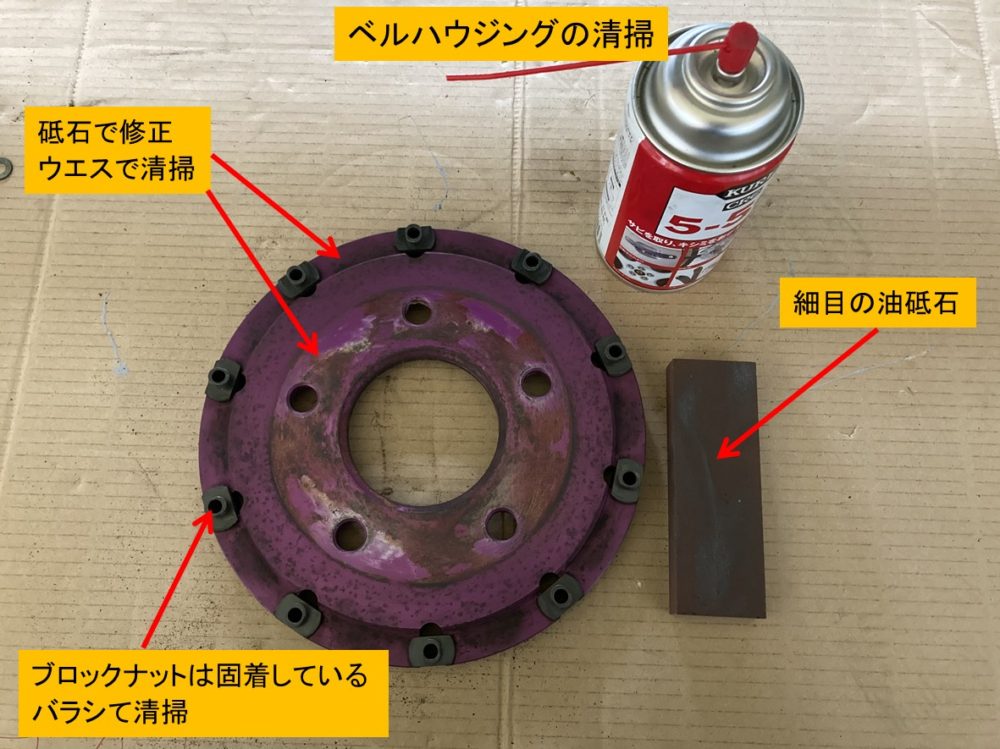
2.ベルハウジングとブロックナットを清掃し、細目砥石で修正する
ベルハウジングは再使用しますので、清掃と細目の砥石で修正します。
砥石は「ブロックナットの取付け面」と「ハブの取付け面」にかけます。
参考
*油砥石の使用方法についてはこちらの記事をご覧ください。
-
-
組立における油砥石の使い方と注意点【オイルストーン】
今回は「組立における油砥石の使い方と注意点」についての記事です。 金属に関わることがある職業には、油砥石は ...
続きを見る

ブロックナットはほぼ全てが固着していました。5-56を塗布して取り外して「真鍮の柔らかいワイヤーブラシ」で清掃しました。
清掃と修正
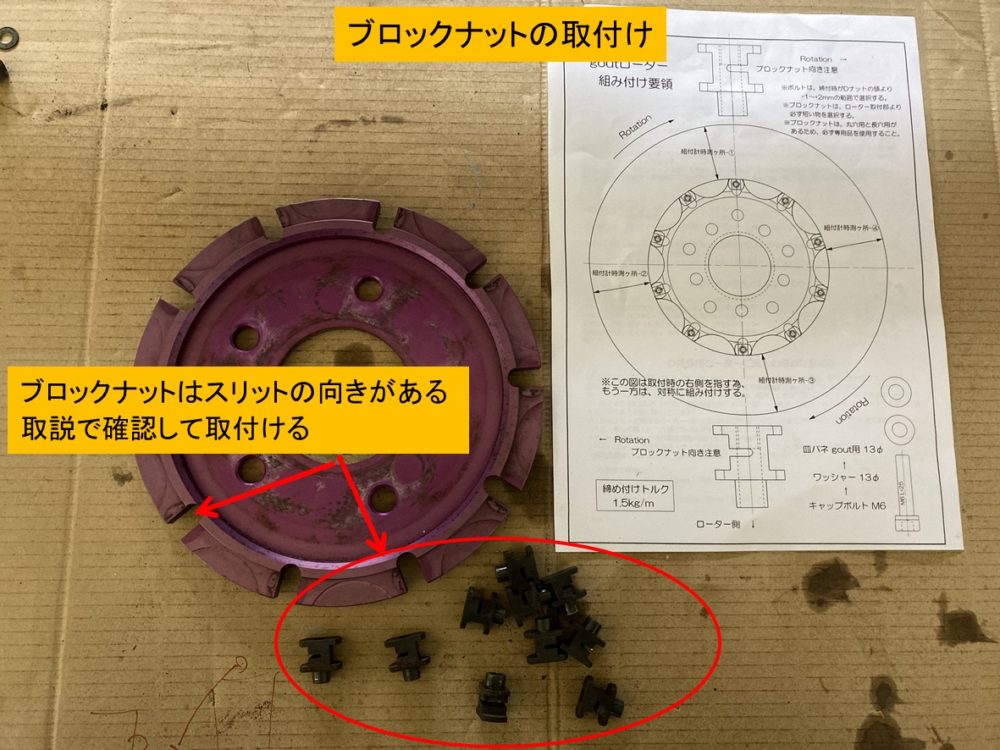
ブロックナットをベルハウジングに取付けるときには「取り付け方向」に注意してください。
ブロックナットにはスリットがあるので、ローターの回転方向とスリットの向きを取扱説明書で確認しましょう。
ブロックナットの取付け
3.新品のねじを使用して仮組して、ローターとベルハウジングの芯を測定/調整する
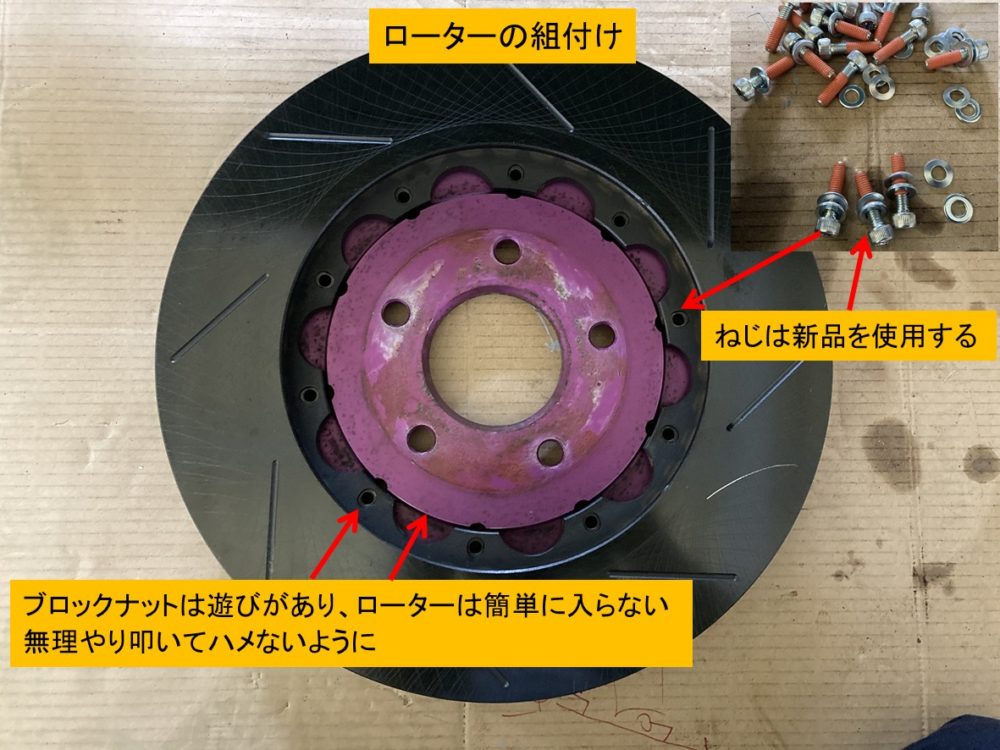
ベルハウジングの清掃と修正が終わったら、新品ローターを組み付けていきます。
ベルハウジングとローターは「インロー」の嵌めあいなので「遊びやガタ」はありませんので、組付けの位置関係は決まってきます。
ただし、ブロックナットには遊びがあるのでローターのPCDとブロックナットのPCDが簡単に合いませんので、無理やりハンマーで叩いてハメないように手作業で慎重に挿入してください。
挿入出来たら、ねじを軽く締め付けて「仮組」とします。
*組付けに使用するねじは、BIOTの補修用ボルトナットセットを使用しましたが、市販品のねじでも問題ないと思います。
下記のねじが使用できます。
-
種類・・・六角穴付きボルト
-
ワッシャー・・・平ワッシャー(スプリングは必要ないと思います)
-
サイズ・・・M6×25
-
強度区分・・・10.9
-
ねじのゆるみ止め・・・中強度
*ねじのゆるみ止め剤についてはこちらの記事をご覧ください。 ⇒ 「嫌気性接着剤の使分け/ねじロック/ロックタイト」
2ピースローター
仮組ができたら、ベルハウジングに対してローターがセンターの位置となっているか?の測定します。
今回はデジタルノギスで測定しました。
デジタルノギスで測定
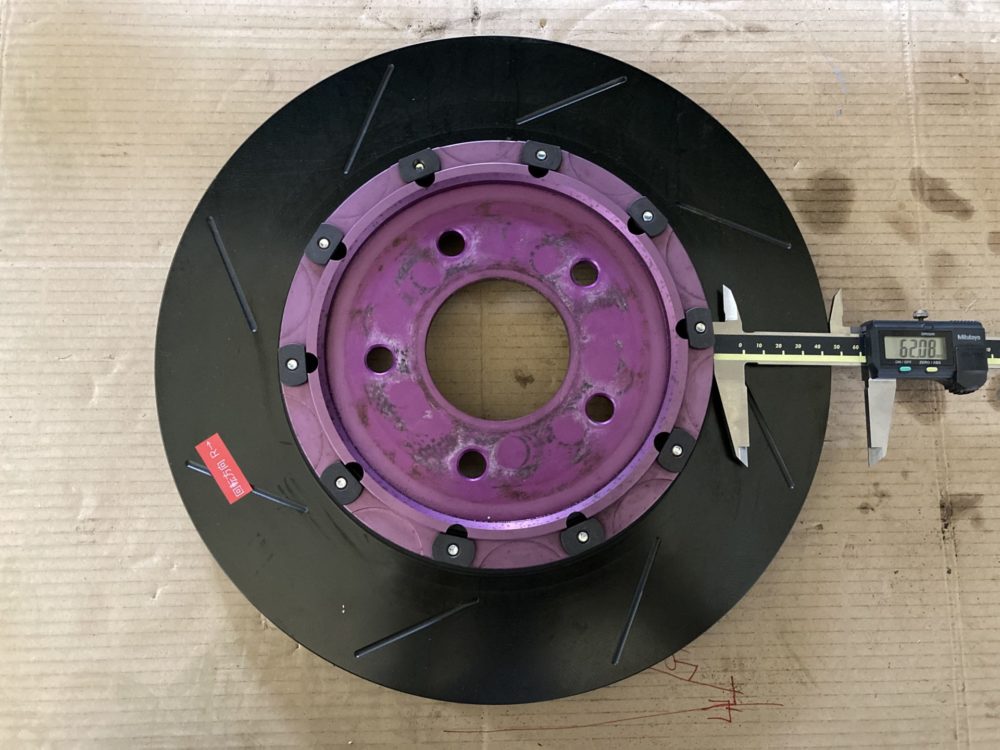
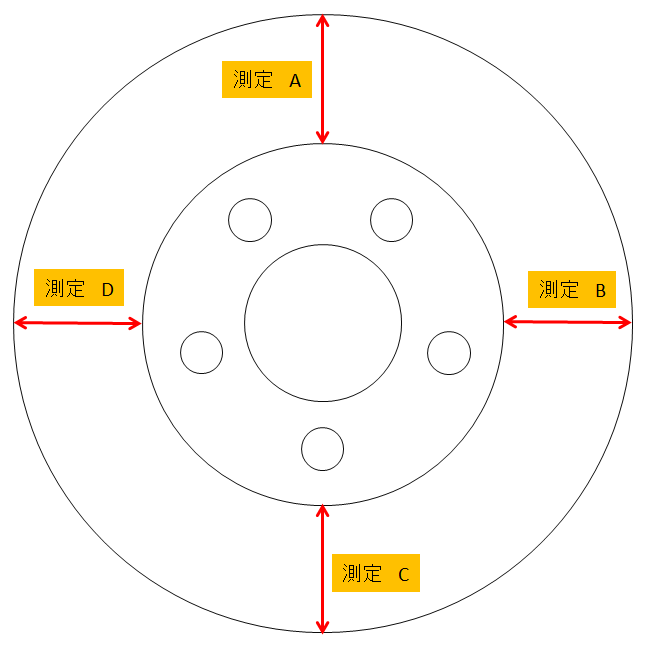
測定箇所は4か所で下記のイメージ図の通りです。
測定箇所
測定結果
| 右側ローター | 左側ローター | |
| 4か所の基準値 | 差異0.1mm未満 | 差異0.1mm未満 |
| 新品 4か所の測定値 | 62.31/62.17/62.22/62.29 | 62.11/62.20/62.06/62.05 |
BIOTの取扱説明書には「0.1mm以下」と指定がありましたが、「右側は0.14mm」「左側は0.15mm」でした。
この数値を修正したいところですが、ベルハウジングとローターはインローの位置決めで調整ができない構造でしたので、今回はこのまま組付けを進めました。
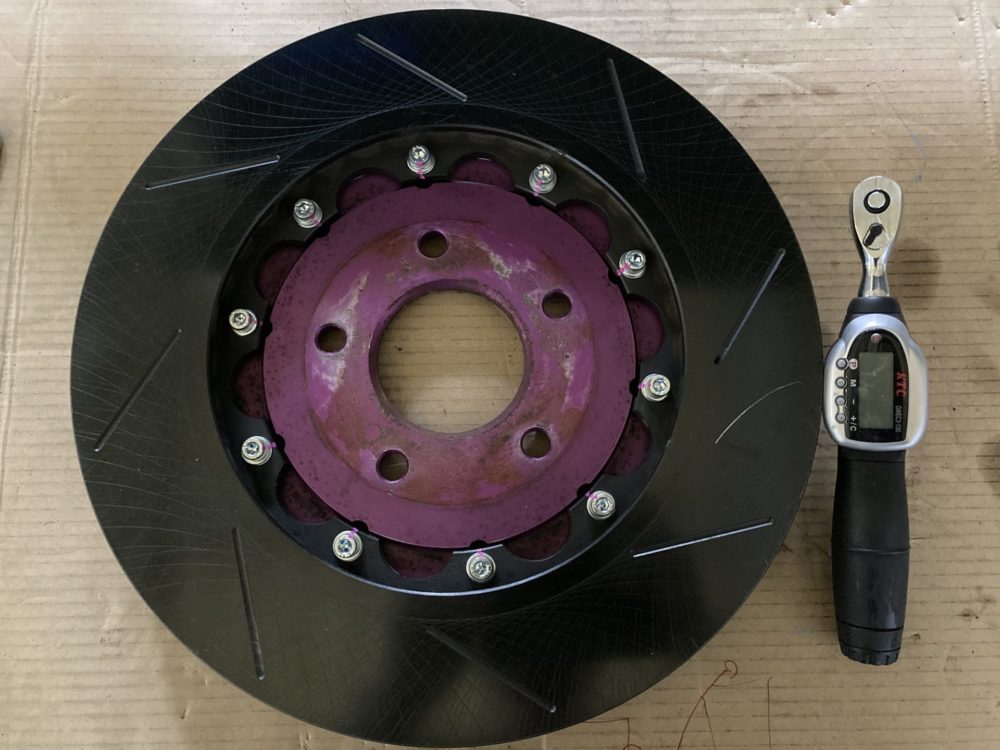
4.トルクレンチを使用してねじを締め付ける(締付トルク1.5kgf/mm)
仮組と測定が完了したら、ねじをトルクレンチを使用して規定トルクで締付けます。
締付けポイント
-
締付けトルク・・・14.71N/m(1.5kgf/m)
-
対角締付け
-
万力でローターを固定すると、ねじを締めやすい
締付けは3回程度の分けて規定トルクで締付けます。
参考
*対角締付けについてはこちらの記事をご覧ください
-
-
部品やフランジのボルトを締める順番【歪みと漏れの関係性】
今回は「部品やフランジのボルトを締める順番」についての記事です。 部品を取り付けるときに欠かせない作業に「 ...
続きを見る

2ピースローター
締付け完了後、再度ベルハウジングに対してローターがセンターか測定します。
もし、著しく数値が変化している場合は、組付けに異常が起きているのでやり直しましょう。
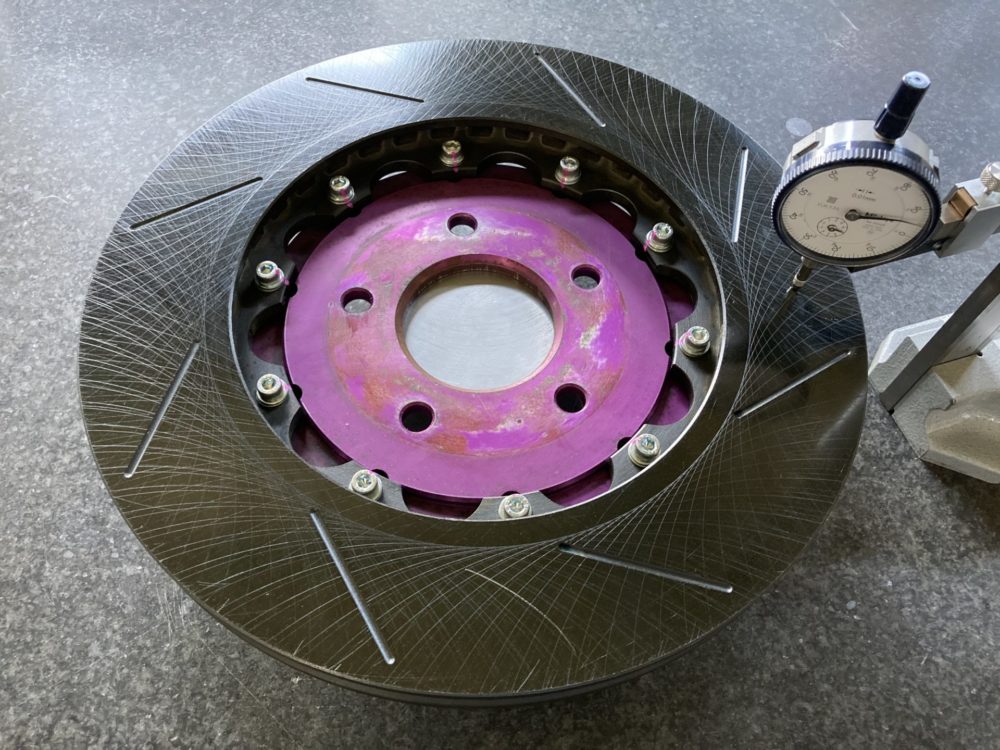
5.ローターとベルハウジングの芯と振れを測定し完了
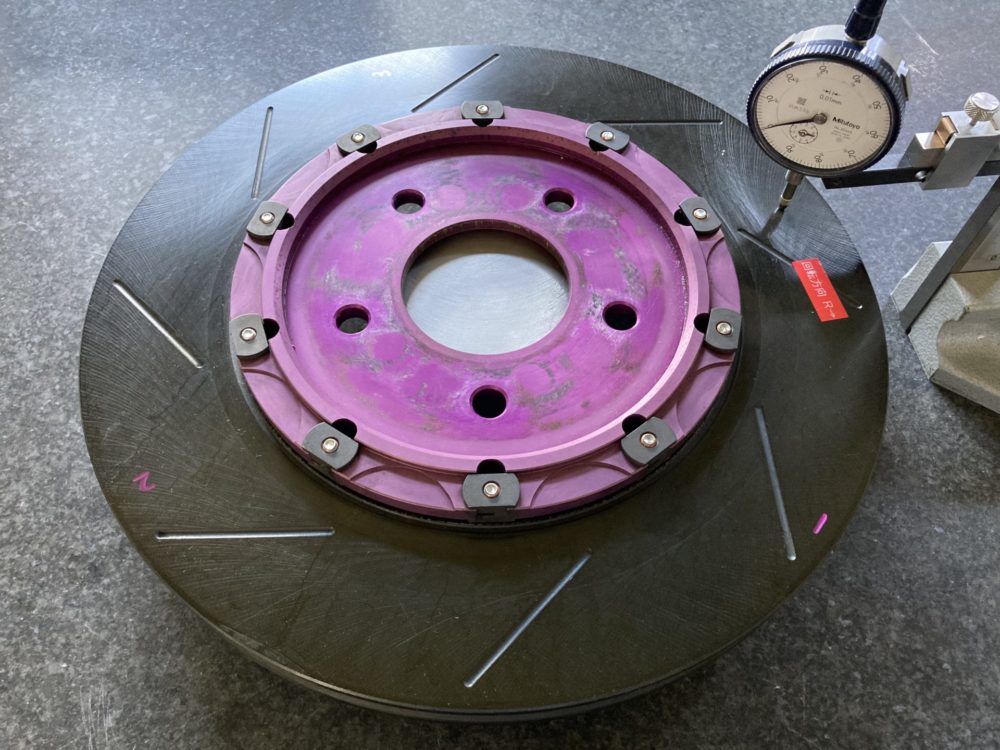
ローターとベルハウジングが組付けできたら、ローターの振れを測定します。
今回は定盤で、6面体にベルハウジングを乗せてダイヤルゲージで測定しました。
参考

もし、振れが多い場合には、下記の可能性が考えられます。
-
清掃/修正や組付け/締付けの問題・・・・もう一度作業をやり直す
-
ベルハウジングの反り・・・ベルハウジングの研磨か、新品に交換
2ピースローター
表側
裏側
振れの測定値は下記の通りでした。
| 右側ローターの振れ | 左側ローターの振れ | |
| 基準値 | 0.07mm以下 | 0.07mm以下 |
| 測定値 | 0.01mm以下 | 0.04mm以下 |
左右ともに規定値に収まっていますが、左側の振れが若干多いのが気になりました。
ですが、今回は時間の都合により規定値に収まっているので、このまま使用することにしました。
作業はここまでで完了ですが、もし少しでも不安がある場合には作業をやり直すことをお勧めします。
まとめ
今回は2ピースローターの交換方法について、私が実際に行った方法を紹介しました。参考にしてください。
*ダイヤルゲージの購入はこちらから
*中強度のゆるみ止め剤の購入はこちらから
*おすすめのトルクレンチはこちら
関連記事:【S2000/メンテ/セッティング】
以上です。